लोचदार सीमा का निर्धारण. तन्य शक्ति विशेषताएँ. सल्फर और फास्फोरस की अशुद्धियाँ
तनाव में यांत्रिक गुणों को, अन्य स्थैतिक परीक्षणों की तरह, तीन मुख्य समूहों में विभाजित किया जा सकता है: शक्ति, प्लास्टिसिटी और चिपचिपाहट विशेषताएँ. शक्ति गुण - ये नमूना सामग्री के विरूपण या विनाश के प्रतिरोध की विशेषताएं हैं। अधिकांश मानक शक्ति विशेषताओं की गणना पारंपरिक तन्य तनाव के रूप में, तन्य आरेख पर कुछ बिंदुओं की स्थिति से की जाती है। खंड 2.3 में, आरेखों का विश्लेषण वास्तविक तनाव - वास्तविक तनाव के निर्देशांक में किया गया था, जो सबसे सटीक रूप से तनाव सख्त होने की विशेषता बताता है। व्यवहार में, यांत्रिक गुण आमतौर पर लोड-निरपेक्ष बढ़ाव निर्देशांक में प्राथमिक तन्यता वक्रों से निर्धारित होते हैं, जो परीक्षण मशीन के चार्ट टेप पर स्वचालित रूप से दर्ज होते हैं। विभिन्न धातुओं और मिश्र धातुओं के पॉलीक्रिस्टल के लिए, कम तापमान पर इन वक्रों की संपूर्ण विविधता को, पहले सन्निकटन में, तीन प्रकारों तक कम किया जा सकता है (चित्र 2.44)।
चित्र 2.44- प्राथमिक तन्यता वक्रों के प्रकार
टाइप I तन्यता आरेख उन नमूनों के लिए विशिष्ट है जो ध्यान देने योग्य प्लास्टिक विरूपण के बिना विफल हो जाते हैं। एक प्रकार II आरेख उन नमूनों को खींचकर प्राप्त किया जाता है जो विफलता तक समान रूप से विकृत होते हैं। अंत में, टाइप III आरेख उन नमूनों के लिए विशिष्ट है जो गर्दन काटने के परिणामस्वरूप विफल हो जाते हैं केंद्रितविकृति. ऐसा आरेख तब भी प्राप्त किया जा सकता है जब नमूनों को खींचना जो बिना गर्दन के विफल हो जाते हैं (उच्च तापमान तनाव पर); कथानक बीकेयहां इसे काफी बढ़ाया जा सकता है और विरूपण अक्ष के लगभग समानांतर किया जा सकता है। विफलता तक भार बढ़ाना (चित्र 2.44 देखें)। द्वितीय) या अधिकतम तक (चित्र 2.44 देखें, तृतीय) या तो चिकनी (ठोस रेखाएं) या असंतुलित हो सकती है। बाद के मामले में, विशेष रूप से, एक दांत और एक उपज पठार तन्य आरेख (चित्र 2.44 में बिंदीदार रेखा) पर दिखाई दे सकता है। तृतीय, तृतीय).
आरेख के प्रकार के आधार पर, उससे गणना की जा सकने वाली विशेषताओं का समूह, साथ ही उनका भौतिक अर्थ भी बदल जाता है। चित्र में. 2.44 (प्रकार III आरेख) विशिष्ट बिंदुओं को दर्शाता है, जिनके निर्देशांक का उपयोग ताकत विशेषताओं की गणना के लिए किया जाता है
(σ मैं = पी आई /एफ 0).
जैसा कि आप देख सकते हैं, अन्य दो प्रकारों के आरेखों में (चित्र 2.44 देखें, मैं,द्वितीय) इन सभी बिंदुओं को प्लॉट नहीं किया जा सकता है।
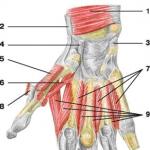
आनुपातिकता की सीमा.तनाव आरेख पर पहला विशेषता बिंदु बिंदु है पी(चित्र 2.45 देखें)। बल P nu मान निर्धारित करता है आनुपातिकता सीमा - वह तनाव जो नमूना सामग्री हुक के नियम से विचलन के बिना झेल सकती है।
पी एनयू का लगभग मान उस बिंदु से निर्धारित किया जा सकता है जहां खिंचाव वक्र का विचलन और सीधे खंड की निरंतरता शुरू होती है (चित्र 2.46)।
चित्र 2.46- आनुपातिकता की सीमा निर्धारित करने के लिए ग्राफिकल तरीके।
कार्यप्रणाली को एकीकृत करने और आनुपातिकता सीमा की गणना की सटीकता बढ़ाने के लिए, इसका मूल्यांकन एक सशर्त तनाव (σ nu) के रूप में किया जाता है, जिस पर भार और बढ़ाव के बीच रैखिक संबंध से विचलन एक निश्चित मूल्य तक पहुंच जाता है। आमतौर पर, σ nu का निर्धारण करते समय सहिष्णुता बिंदु पर खिंचाव वक्र के स्पर्शरेखा द्वारा गठित झुकाव के कोण के स्पर्शरेखा को कम करके निर्धारित की जाती है। पीविरूपण की धुरी के साथ, प्रारंभिक लोचदार खंड में स्पर्शरेखा की तुलना में। मानक सहनशीलता 50% है, लेकिन 10% और 25% सहनशीलता भी संभव है। इसका मान आनुपातिकता सीमा के पदनाम में इंगित किया जाना चाहिए - σ एनयू 50, σ एनयू 25, σ एनयू 10।
प्राथमिक तनाव आरेख के पर्याप्त बड़े पैमाने पर, आनुपातिकता सीमा का मान सीधे इस आरेख पर ग्राफिक रूप से निर्धारित किया जा सकता है (चित्र 2.46 देखें)। सबसे पहले, सीधे खंड को तब तक जारी रखें जब तक कि यह बिंदु पर विरूपण अक्ष के साथ प्रतिच्छेद न हो जाए 0, जिसे निर्देशांक की नई उत्पत्ति के रूप में लिया जाता है, इस प्रकार मशीन की अपर्याप्त कठोरता के कारण विकृत आरेख के प्रारंभिक खंड को बाहर कर दिया जाता है। फिर आप दो तरीकों का उपयोग कर सकते हैं. उनमें से पहले के अनुसार, लोचदार क्षेत्र के भीतर एक मनमानी ऊंचाई पर, एक लंबवत बहाल किया जाता है अबलोड अक्ष पर (चित्र 2.46 देखें, ए), इसके साथ एक खंड बिछाएं बीसी=½ अबऔर एक रेखा खींचें ओएस.इस मामले में, tan α′= tan α/1.5. यदि हम अब खींचे गए वक्र के समानांतर एक स्पर्शरेखा खींचते हैं ओएस, फिर स्पर्शरेखा का बिंदु आरआवश्यक भार निर्धारित करेगा पीएनयू.
दूसरी विधि में, आरेख के एक सीधे खंड पर एक मनमाने बिंदु से एक लंब उतारा जाता है केयू(चित्र 2.46 देखें, बी) x-अक्ष पर और इसे तीन बराबर भागों में विभाजित करें। बिंदु के माध्यम से सीऔर निर्देशांक की उत्पत्ति एक सीधी रेखा खींचती है, और इसके समानांतर - खिंचाव वक्र के लिए एक स्पर्शरेखा। स्पर्श बिंदु पीप्रयास से मेल खाता है पी nu (tg α′= tan α/1.5).
आनुपातिकता की सीमा को स्ट्रेन गेज का उपयोग करके अधिक सटीक रूप से निर्धारित किया जा सकता है - छोटी विकृतियों को मापने के लिए विशेष उपकरण।
इलास्टिक लिमिट. प्राथमिक तनाव आरेख पर अगला विशेषता बिंदु (चित्र 2.45 देखें) बिंदु है इ. यह उस भार से मेल खाता है जिसके द्वारा सशर्त लोचदार सीमा - वह तनाव जिस पर स्थायी बढ़ाव किसी दिए गए मान तक पहुँच जाता है,आमतौर पर 0.05%, कभी-कभी कम - 0.005% तक। गणना में उपयोग की जाने वाली सहनशीलता सशर्त लोचदार सीमा σ 0.05, σ 0.01, आदि के पदनाम में इंगित की गई है।
लोचदार सीमा उस तनाव को दर्शाती है जिस पर मैक्रोप्लास्टिक विरूपण के पहले लक्षण दिखाई देते हैं। स्थायी बढ़ाव के लिए कम सहनशीलता के कारण, प्राथमिक तन्यता आरेख से पर्याप्त सटीकता के साथ σ 0.05 भी निर्धारित करना मुश्किल है। इसलिए, ऐसे मामलों में जहां उच्च सटीकता की आवश्यकता नहीं होती है, लोचदार सीमा को आनुपातिकता सीमा के बराबर लिया जाता है। यदि σ 0.05 का सटीक मात्रात्मक मूल्यांकन आवश्यक है, तो स्ट्रेन गेज का उपयोग किया जाता है। σ 0.05 निर्धारित करने की विधि कई मायनों में σ nu के लिए वर्णित विधि के समान है, लेकिन एक मूलभूत अंतर है। चूंकि लोचदार सीमा का निर्धारण करते समय, सहिष्णुता अवशिष्ट विरूपण के परिमाण द्वारा निर्धारित की जाती है, प्रत्येक लोडिंग चरण के बाद नमूना को अपेक्षित σ 0.05 के प्रारंभिक तनाव σ 0 ≤ 10% तक उतारना आवश्यक है और उसके बाद ही बढ़ाव को मापें स्ट्रेन गेज का उपयोग करना।
यदि बढ़ाव अक्ष के साथ तन्य आरेख को रिकॉर्ड करने का पैमाना 50:1 या अधिक है, और लोड अक्ष ≤10 एमपीए प्रति 1 मिमी के साथ, σ 0.05 के ग्राफिकल निर्धारण की अनुमति है। ऐसा करने के लिए, निर्देशांक की उत्पत्ति से एक्सटेंशन की धुरी के साथ एक खंड रखा गया है ठीक है= 0,05 एल 0 /100 और एक बिंदु के माध्यम से कोआरेख के सीधे खंड के समानांतर एक सीधी रेखा खींचें (चित्र 2.47)। समन्वय बिंदु इलोड आकार के अनुरूप होगा आर 0.05, जो सशर्त लोचदार सीमा σ 0.05 = निर्धारित करता है पी 0.05 /एफ 0 .
उपज सीमा.यदि आरेख में दांत का तनाव और उपज का पठार नहीं है, तो गणना करें सशर्त उपज शक्ति - वह तनाव जिस पर स्थायी बढ़ाव एक दिए गए मूल्य तक पहुँच जाता है,आमतौर पर 0.2%. तदनुसार, सशर्त उपज शक्ति को σ 0.2 दर्शाया गया है। जैसा कि आप देख सकते हैं, यह विशेषता सशर्त लोचदार सीमा से केवल सहनशीलता मूल्य में भिन्न है। आप LIMIT
उपज उस तनाव को दर्शाती है जिस पर प्लास्टिक विरूपण के लिए अधिक पूर्ण संक्रमण होता है।
σ 0.2 के मान का सबसे सटीक अनुमान स्ट्रेन गेज का उपयोग करके लगाया जा सकता है। चूँकि प्रमाण शक्ति की गणना के लिए बढ़ाव सहनशीलता अपेक्षाकृत बड़ी है, इसे अक्सर तनाव-तनाव आरेख से ग्राफिक रूप से निर्धारित किया जाता है यदि उत्तरार्द्ध पर्याप्त बड़े पैमाने पर दर्ज किया गया है (तनाव अक्ष के साथ कम से कम 10: 1)। यह उसी तरह किया जाता है जैसे लोचदार सीमा की गणना करते समय (चित्र 2.47 देखें), केवल एक खंड ठीक है = 0,2एल 0 /100.
आनुपातिकता, लोच और तरलता की सशर्त सीमाएं छोटी विकृतियों के प्रति सामग्री के प्रतिरोध की विशेषता बताती हैं। उनका परिमाण वास्तविक तनावों से थोड़ा भिन्न होता है जो संबंधित विरूपण सहनशीलता को पूरा करता है। इन सीमाओं का तकनीकी महत्व उन तनाव स्तरों का अनुमान लगाना है जिनके अंतर्गत
यह या वह भाग अवशिष्ट विरूपण (आनुपातिकता सीमा) के अधीन हुए बिना या परिचालन स्थितियों (σ 0.01, σ 0.05, σ 0.2, आदि) द्वारा निर्धारित कुछ छोटे अनुमेय मूल्य द्वारा विकृत किए बिना काम कर सकता है। यह देखते हुए कि आधुनिक तकनीक में भागों और संरचनाओं के आयामों में अवशिष्ट परिवर्तन की संभावना तेजी से सीमित होती जा रही है, आनुपातिकता, लोच और तरलता की सीमाओं के सटीक ज्ञान की तत्काल आवश्यकता, जो व्यापक रूप से डिजाइन गणना में उपयोग की जाती है, स्पष्ट हो जाती है।
किसी भी सामग्री की आनुपातिकता सीमा का भौतिक अर्थ इतना स्पष्ट है कि उस पर विशेष चर्चा की आवश्यकता नहीं है। वास्तव में, एकल और पॉलीक्रिस्टल, एक सजातीय धातु और एक हेटरोफ़ेज़ मिश्र धातु के लिए σ नू हमेशा अधिकतम तनाव होता है, जिस तक तनाव के दौरान हुक के नियम का पालन किया जाता है और मैक्रोप्लास्टिक विरूपण नहीं देखा जाता है। यह याद रखना चाहिए कि σ नू तक पहुंचने से पहले, पॉलीक्रिस्टलाइन नमूने के व्यक्तिगत अनाज में प्लास्टिक विरूपण शुरू हो सकता है (यदि उनके पास अनुकूल अभिविन्यास और तनाव सांद्रता की उपस्थिति है), जो, हालांकि, ध्यान देने योग्य लम्बाई का कारण नहीं बनेगा पूरे नमूने को तब तक जांचें जब तक कि अधिकांश दाने विरूपण से प्रभावित न हो जाएं।
नमूने के स्थूल बढ़ाव के प्रारंभिक चरण लोचदार सीमा के अनुरूप होते हैं। अनुकूल रूप से उन्मुख एकल क्रिस्टल के लिए, यह महत्वपूर्ण कतरनी तनाव के करीब होना चाहिए। स्वाभाविक रूप से, एक ही क्रिस्टल के विभिन्न क्रिस्टलोग्राफिक झुकावों के लिए, लोचदार सीमा अलग-अलग होगी। बनावट के अभाव में पर्याप्त रूप से महीन दाने वाले पॉलीक्रिस्टल में, लोचदार सीमा आइसोट्रोपिक होती है, जो सभी दिशाओं में समान होती है।
पॉलीक्रिस्टल की सशर्त उपज शक्ति की प्रकृति सिद्धांत रूप में लोचदार सीमा की प्रकृति के समान है। लेकिन यह उपज शक्ति है जो छोटे प्लास्टिक विरूपण के लिए धातुओं और मिश्र धातुओं के प्रतिरोध की सबसे आम और महत्वपूर्ण विशेषता है। इसलिए, उपज तनाव के भौतिक अर्थ और विभिन्न कारकों पर इसकी निर्भरता का अधिक विस्तार से विश्लेषण किया जाना चाहिए।
ऐसी धातुओं और मिश्र धातुओं के तनाव के दौरान लोचदार से प्लास्टिक विरूपण (बिना दांत या उपज पठार के) में एक सहज संक्रमण देखा जाता है, जिसमें प्रारंभिक अवस्था में (परीक्षण शुरू होने से पहले) पर्याप्त बड़ी संख्या में मोबाइल, ढीले अव्यवस्थाएं होती हैं ). इन सामग्रियों के पॉलीक्रिस्टल के प्लास्टिक विरूपण को आरंभ करने के लिए आवश्यक तनाव, सशर्त उपज शक्ति के माध्यम से अनुमानित किया जाता है, अनाज के अंदर अव्यवस्थाओं की गति के प्रतिरोध की ताकतों, उनकी सीमाओं के पार विरूपण के हस्तांतरण की आसानी और आकार द्वारा निर्धारित किया जाता है। अनाज.
वही कारक मूल्य निर्धारित करते हैं भौतिक उपज शक्तिσ टी - वह तनाव जिस पर नमूना लगभग स्थिर तन्य भार पी की कार्रवाई के तहत विकृत हो जाता हैटी (चित्र 2.45 देखें, बिंदीदार वक्र पर उपज क्षेत्र)। भौतिक उपज शक्ति को अक्सर ऊपरी उपज शक्ति के विपरीत निचली शक्ति कहा जाता है, जिसकी गणना उपज दांत के शीर्ष के अनुरूप भार से की जाती है। और(चित्र 2.45 देखें): σ टी.वी = पीटी.वी/ एफ 0 .
दाँत और उपज पठार का निर्माण (तथाकथित अचानक उपज घटना) इस प्रकार दिखता है। इलास्टिक स्ट्रेचिंग से विरूपण के प्रतिरोध में σ t.v तक सहज वृद्धि होती है, फिर तनाव में अपेक्षाकृत तेज गिरावट σ t.n तक होती है और बाद में विरूपण (आमतौर पर 0.1-1%) एक निरंतर बाहरी बल के साथ होता है - एक उपज पठार बनता है . इस क्षेत्र के अनुरूप बढ़ाव के दौरान, कार्यशील लंबाई के साथ नमूना विशिष्ट चेरनोव-लुडर्स बैंड से ढका होता है, जिसमें विरूपण स्थानीयकृत होता है। इसलिए, उपज बिंदु पर बढ़ाव की मात्रा (0.1 - 1%) को अक्सर चेर्नोव-लुडर्स स्ट्रेन कहा जाता है।
अचानक तरलता की घटना कई तकनीकी रूप से महत्वपूर्ण धातु सामग्रियों में देखी जाती है और इसलिए इसका बहुत व्यावहारिक महत्व है। प्लास्टिक विरूपण के प्रारंभिक चरणों की प्रकृति को समझने के दृष्टिकोण से भी यह सामान्य सैद्धांतिक रुचि का है।
हाल के दशकों में, यह दिखाया गया है कि विभिन्न जाली और सूक्ष्म संरचनाओं के साथ धातुओं और मिश्र धातुओं के एकल और पॉलीक्रिस्टल को खींचकर एक दांत और एक उपज पठार प्राप्त किया जा सकता है। अक्सर, बीसीसी जाली और उन पर आधारित मिश्र धातुओं के साथ धातुओं का परीक्षण करते समय अचानक तरलता दर्ज की जाती है। स्वाभाविक रूप से, इन धातुओं के लिए अचानक तरलता का व्यावहारिक महत्व विशेष रूप से महान है, और इन धातुओं की विशेषताओं के संबंध में अधिकांश सिद्धांत भी विकसित किए गए हैं। अचानक उपज को समझाने के लिए अव्यवस्था अवधारणाओं का उपयोग अव्यवस्था सिद्धांत के पहले और बहुत उपयोगी अनुप्रयोगों में से एक था।
प्रारंभ में, बीसीसी धातुओं में दांत और उपज पठार का निर्माण अशुद्धियों द्वारा अव्यवस्थाओं के प्रभावी अवरोधन से जुड़ा था। यह ज्ञात है कि एक बीसीसी जाली में, अंतरालीय अशुद्धता परमाणु लोचदार तनाव क्षेत्र बनाते हैं जिनमें गोलाकार समरूपता नहीं होती है और पूरी तरह से पेंच समेत सभी प्रकार के अव्यवस्थाओं के साथ बातचीत करते हैं। कम सांद्रता पर भी [<10 -1 - 10 -2 % (ат.)] примеси (например, азот и углерод в железе) способны блокировать все дислокации, имеющиеся в металле до деформации. Тогда, по Коттреллу, для начала движения дислокаций и для начала пластического течения необходимо приложить напряжение, гораздо большее, чем это требуется для перемещения дислокаций, свободных от примесных атмосфер. Следовательно, вплоть до момента достижения верхнего предела текучести заблокированные дислокации не могут начать двигаться, и деформация идет упруго. После достижения σ тв по крайней мере часть этих дислокаций (расположенных в плоскости действия максимальных касательных напряжений) отрывается от своих атмосфер и начинает перемещаться, производя пластическую деформацию. Последующий спад напряжений - образование зуба текучести - происходит потому, что свободные от примесных атмосфер и более подвижные дислокации могут скользить некоторое время под действием меньших напряжений σ тн пока их торможение не вызовет начала обычного деформационного упрочнения.
कॉटरेल के सिद्धांत की सत्यता की पुष्टि निम्नलिखित सरल प्रयोगों के परिणामों से होती है। यदि आप लोहे के नमूने को विकृत करते हैं, उदाहरण के लिए बिंदु तक ए(चित्र 2.48), इसे उतारें और तुरंत इसे फिर से फैलाएं, फिर दांत और उपज का पठार उत्पन्न नहीं होगा, क्योंकि नई प्रारंभिक अवस्था में प्रारंभिक खिंचाव के बाद, नमूने में अशुद्धता वातावरण से मुक्त कई मोबाइल अव्यवस्थाएं थीं। यदि अब प्वाइंट से उतारने के बाद एनमूने को कमरे या थोड़े ऊंचे तापमान पर रखें, यानी। अव्यवस्थाओं पर अशुद्धियों के संघनन के लिए समय दें, फिर एक नए खिंचाव के साथ, एक दांत और एक उपज क्षेत्र फिर से आरेख पर दिखाई देगा।
इस प्रकार, कॉटरेल का सिद्धांत अचानक कारोबार से जुड़ा है तनाव उम्र बढ़ने - अशुद्धियों द्वारा अव्यवस्थाओं का निर्धारण।
कॉटरेल की धारणा है कि अनब्लॉकिंग के बाद, प्लास्टिक विरूपण, कम से कम शुरुआत में, इन "पुराने" के फिसलने से होता है, लेकिन अब मुक्त, अव्यवस्थाएं, सार्वभौमिक नहीं निकलीं। कई सामग्रियों के लिए, यह स्थापित किया गया है कि प्रारंभिक अव्यवस्थाओं को इतनी दृढ़ता से तय किया जा सकता है कि उनकी अनब्लॉकिंग नहीं होती है और उपज स्थल पर प्लास्टिक विरूपण नवगठित अव्यवस्थाओं के आंदोलन के कारण होता है। इसके अलावा, अव्यवस्था मुक्त क्रिस्टल - "व्हिस्कर्स" में दांत का निर्माण और उपज पठार देखा जाता है। नतीजतन, कॉटरेल का सिद्धांत केवल एक विशेष, हालांकि महत्वपूर्ण, अचानक कारोबार के मामले का वर्णन करता है।
नेमसेक यील्ड के आधुनिक सिद्धांत का आधार, जिसे अभी तक अंतिम रूप से स्थापित नहीं माना जा सकता है, कॉटरेल द्वारा सामने रखी गई वही स्थिति है: दांत और यील्ड पठार शुरुआत में मोबाइल अव्यवस्थाओं की संख्या में तेज वृद्धि के कारण होते हैं। प्लास्टिक प्रवाह. इसका मतलब यह है कि उनकी उपस्थिति के लिए दो शर्तें पूरी होनी चाहिए: 1) प्रारंभिक नमूने में मुक्त अव्यवस्थाओं की संख्या बहुत छोटी होनी चाहिए, और 2) यह प्लास्टिक विरूपण की शुरुआत में एक तंत्र या किसी अन्य द्वारा तेजी से बढ़ने में सक्षम होना चाहिए। .
मूल नमूने में मोबाइल अव्यवस्थाओं की कमी या तो इसकी उपसंरचना की उच्च पूर्णता (उदाहरण के लिए, मूंछों में) या मौजूदा अव्यवस्थाओं के बहुमत के पिनिंग के साथ जुड़ी हो सकती है। कॉटरेल के अनुसार, अशुद्ध वातावरण के निर्माण से ऐसा निर्धारण प्राप्त किया जा सकता है। निर्धारण के अन्य तरीके भी संभव हैं, उदाहरण के लिए, दूसरे चरण के कणों के साथ।
मोबाइल अव्यवस्थाओं की संख्या तेजी से बढ़ सकती है:
1) पहले से पिन किए गए अव्यवस्थाओं को अनब्लॉक करने के कारण (अशुद्ध वातावरण से अलग होना, अनुप्रस्थ स्लाइडिंग द्वारा कणों को बायपास करना, आदि);
2) नई अव्यवस्थाओं के निर्माण के माध्यम से;
3) अंतःक्रिया के परिणामस्वरूप उनके पुनरुत्पादन द्वारा।
पॉलीक्रिस्टल में, उपज तनाव अनाज के आकार पर अत्यधिक निर्भर होता है। अनाज की सीमाएँ चलती अव्यवस्थाओं के लिए प्रभावी बाधाओं के रूप में काम करती हैं। अनाज जितना महीन होता है, उतनी ही अधिक बार ये बाधाएं ग्लाइडिंग अव्यवस्थाओं के मार्ग पर आती हैं और प्रारंभिक चरण में ही प्लास्टिक विरूपण को जारी रखने के लिए अधिक तनाव की आवश्यकता होती है। परिणामस्वरूप, जैसे-जैसे अनाज परिष्कृत होता है, उपज की ताकत बढ़ती जाती है। कई प्रयोगों से पता चला है कि उपज की ताकत कम होती है
σ टी.एन = σ मैं + के वाई डी -½ , (2.15)
कहां σ मैं तथा के वाई-एक निश्चित परीक्षण तापमान और तनाव दर पर सामग्री स्थिरांक; डी- अनाज का आकार (या बहुभुज संरचना वाला उप-अनाज)।
फॉर्मूला 2.15, जिसे इसके पहले लेखकों के नाम पर पेच-हॉल समीकरण कहा जाता है, सार्वभौमिक है और न केवल σ sof पर अनाज के आकार के प्रभाव का अच्छी तरह से वर्णन करता है, बल्कि सशर्त उपज शक्ति पर भी और सामान्य तौर पर, समान विरूपण के क्षेत्र में किसी भी तनाव का वर्णन करता है। .
अनुभवजन्य समीकरण (2.15) की भौतिक व्याख्या अचानक तरलता की प्रकृति के बारे में पहले से ही विचार किए गए विचारों पर आधारित है। स्थिरांक σ i को अनाज के अंदर अव्यवस्थाओं को स्थानांतरित करने के लिए आवश्यक तनाव और शब्द के रूप में माना जाता है के वाई डी -½- पड़ोसी अनाजों में अव्यवस्था स्रोतों को चलाने के लिए आवश्यक वोल्टेज के रूप में।
σ i का मान पीयरल्स-नाबरो बल और अव्यवस्थाओं (अन्य अव्यवस्थाओं, विदेशी परमाणुओं, दूसरे चरण के कणों, आदि) के फिसलने में आने वाली बाधाओं पर निर्भर करता है। इस प्रकार, σ i - "घर्षण तनाव" - उन ताकतों की भरपाई करता है जिन्हें अनाज के अंदर जाने पर अव्यवस्थाओं को दूर करना पड़ता है। प्रयोगात्मक रूप से σ i निर्धारित करने के लिए, आप प्राथमिक तन्य आरेख का उपयोग कर सकते हैं: σ i का मान इस वक्र के सीधे खंड के साथ उपज क्षेत्र से परे छोटे विरूपण के क्षेत्र में निकाले गए तन्य वक्र के चौराहे के बिंदु से मेल खाता है (चित्र)। 2.49, ए). σ i का अनुमान लगाने की यह विधि इस विचार पर आधारित है कि क्षेत्रफल आईयूएसतन्य आरेख फैले हुए नमूने की पॉलीक्रिस्टलाइन प्रकृति का परिणाम हैं; यदि यह एक एकल क्रिस्टल होता, तो बिंदु पर प्लास्टिक का प्रवाह शुरू हो जाता मैं .
चित्र 2.49.तन्य आरेख (ए) से प्रवाह तनाव σ i का निर्धारण और अनाज के आकार (बी) पर कम उपज शक्ति की निर्भरता।
σ i को निर्धारित करने का दूसरा तरीका तथाकथित सीधी रेखा σ को एक्सट्रपलेशन करना है - डी -½मूल्य के लिए डी -½ = 0 (चित्र 2.49 देखें, बी). यहां यह सीधे तौर पर माना जाता है कि σ i पॉलीक्रिस्टल के समान इंट्राग्रेनुलर संरचना वाले एकल क्रिस्टल की उपज शक्ति है।
पैरामीटर के वाईसीधी रेखा σ t के ढलान को दर्शाता है - डी- ½. कॉटरेल के अनुसार,
के वाई = σ डी(2एल) ½ ,
कहां σ डीआसन्न अनाज में अव्यवस्थाओं को दूर करने के लिए आवश्यक वोल्टेज (उदाहरण के लिए, अशुद्धता वातावरण से अलगाव या अनाज सीमा से); एल- अनाज सीमा से निकटतम अव्यवस्था स्रोत तक की दूरी।
इस प्रकार, के वाईविरूपण को अनाज से अनाज में स्थानांतरित करने की कठिनाई को निर्धारित करता है।
अचानक प्रवाह का प्रभाव परीक्षण तापमान पर निर्भर करता है। इसका परिवर्तन उपज दांत की ऊंचाई, प्लेटफ़ॉर्म की लंबाई और, सबसे महत्वपूर्ण बात, निचली (भौतिक) उपज शक्ति के मूल्य दोनों को प्रभावित करता है। जैसे-जैसे परीक्षण तापमान बढ़ता है, दांत की ऊंचाई और उपज पठार की लंबाई आमतौर पर कम हो जाती है। यह प्रभाव, विशेष रूप से, बीसीसी धातुओं के तनाव के दौरान ही प्रकट होता है। अपवाद मिश्रधातु और तापमान श्रेणियां हैं जिनमें गर्म करने से अव्यवस्थाओं का अवरोध बढ़ जाता है या उनके निर्माण में कठिनाई होती है (उदाहरण के लिए, उम्र बढ़ने या ऑर्डर करने के दौरान)।
कम उपज की ताकत तापमान पर विशेष रूप से तेजी से घट जाती है जब अव्यवस्था अवरोधन की डिग्री में काफी बदलाव होता है। उदाहरण के लिए, बीसीसी धातुओं में, σ t.n की तीव्र तापमान निर्भरता 0.2 से नीचे देखी जाती है टीपीएल, जो वास्तव में कम तापमान पर भंगुर फ्रैक्चर की उनकी प्रवृत्ति को निर्धारित करता है (धारा 2.4 देखें)। σ tn की तापमान निर्भरता की अनिवार्यता इसके घटकों के भौतिक अर्थ से अनुसरण करती है। वास्तव में, σ मुझे तापमान पर निर्भर होना चाहिए, क्योंकि पार्श्व फिसलन और रेंगने से बाधाओं को पार करने में आसानी के कारण बढ़ते तापमान के साथ घर्षण बलों पर काबू पाने के लिए आवश्यक तनाव कम हो जाता है। अव्यवस्थाओं को रोकने की डिग्री, जो मूल्य निर्धारित करती है के वाईऔर, इसलिए, शब्द के वाई डी -½सूत्र (2.15) में, गर्म करने के साथ-साथ कम होना चाहिए। उदाहरण के लिए, बीसीसी धातुओं में यह अंतरालीय अशुद्धियों की उच्च प्रसार गतिशीलता के कारण पहले से ही कम तापमान पर अशुद्धता वायुमंडल के धुंधला होने के कारण होता है।
नाममात्र उपज शक्ति आमतौर पर तापमान पर कम निर्भर करती है, हालांकि शुद्ध धातुओं और मिश्र धातुओं को गर्म करने पर यह स्वाभाविक रूप से कम हो जाती है, जिसमें परीक्षण के दौरान कोई चरण परिवर्तन नहीं होता है। यदि ऐसे परिवर्तन (विशेष रूप से उम्र बढ़ने) होते हैं, तो बढ़ते तापमान के साथ उपज शक्ति में परिवर्तन की प्रकृति अस्पष्ट हो जाती है। संरचना में परिवर्तन के आधार पर, यहां गिरावट या वृद्धि संभव है, साथ ही तापमान पर एक जटिल निर्भरता भी है। उदाहरण के लिए, एक पूर्व-कठोर मिश्र धातु के तन्य तापमान में वृद्धि - एक सुपरसैचुरेटेड ठोस समाधान - शुरू में एक निश्चित अधिकतम तक उपज शक्ति में वृद्धि की ओर जाता है, जो कि अपघटन उत्पादों के बिखरे हुए सुसंगत अवक्षेपों की सबसे बड़ी संख्या के अनुरूप होता है। परीक्षण प्रक्रिया के दौरान होने वाला ठोस समाधान, और तापमान में और वृद्धि के साथ मैट्रिक्स और उनके जमाव के साथ कणों की सुसंगतता के नुकसान के कारण 0.2 σ कम हो जाएगा।
तन्यता ताकत।बिंदु पार करने के बाद एसतन्य आरेख में (चित्र 2.45 देखें), नमूना तीव्र प्लास्टिक विरूपण से गुजरता है, जिस पर पहले विस्तार से चर्चा की गई थी। बिंदु "सी" तक नमूने का कामकाजी हिस्सा अपने मूल आकार को बरकरार रखता है। यहां बढ़ाव प्रभावी लंबाई के साथ समान रूप से वितरित किया गया है। बिंदु पर "अंदर"। ” प्लास्टिक विरूपण की यह वृहत-एकरूपता बाधित हो जाती है। नमूने के कुछ हिस्से में, आमतौर पर तनाव बढ़ाने वाले के पास, जो पहले से ही प्रारंभिक अवस्था में था या तनाव के दौरान बना था (अक्सर गणना की गई लंबाई के बीच में), विरूपण का स्थानीयकरण शुरू होता है। यह नमूने के क्रॉस सेक्शन के स्थानीय संकुचन से मेल खाता है - गर्दन का गठन।
प्लास्टिक सामग्री में गर्दन के गठन की शुरुआत के क्षण में महत्वपूर्ण समान विरूपण और "देरी" की संभावना तनाव सख्त होने के कारण होती है। यदि यह नहीं होता तो उपज बिंदु पर पहुंचते ही गर्दन बननी शुरू हो जाती। समान विरूपण के चरण में, तनाव सख्त होने के कारण प्रवाह तनाव में वृद्धि की भरपाई नमूने के परिकलित भाग के बढ़ाव और संकुचन से पूरी तरह से हो जाती है। जब क्रॉस-सेक्शन में कमी के कारण तनाव में वृद्धि तनाव सख्त होने के कारण तनाव में वृद्धि से अधिक हो जाती है, तो विरूपण की एकरूपता बाधित हो जाती है और गर्दन का निर्माण होता है।
गर्दन बिंदु "बी" से बिंदु पर विनाश तक विकसित होती है क(चित्र 2.45 देखें), साथ ही नमूने पर लगने वाला बल कम हो जाता है। अधिकतम भार द्वारा ( पीसी, चित्र। प्राथमिक तन्यता आरेख पर 2.44, 2.45) की गणना की जाती है अस्थायी प्रतिरोध(अक्सर कॉल किया गया तन्यता ताकतया सशर्त तन्यता ताकत)
σ में = पी बी /एफ 0 .
उन सामग्रियों के लिए जो गर्दन के निर्माण के साथ ढह जाती हैं, σ इन सशर्त तनाव है जो अधिकतम समान विरूपण के प्रतिरोध को दर्शाता है।
ऐसी सामग्रियों की अंतिम ताकत σ निर्धारित नहीं करती है। ऐसा दो कारणों से है. सबसे पहले, σ वास्तविक वोल्टेज से काफी कम है एसमें, बिंदु "सी" पर पहुंचने के क्षण में नमूने में कार्य करना . इस क्षण तक, सापेक्ष बढ़ाव पहले ही 10-30% तक पहुंच चुका है, नमूने का क्रॉस-अनुभागीय क्षेत्र एफवी “एफ 0 .इसीलिए
एसवी = पीवी /एफवी > σ में = पीवी / एफ 0 .
लेकिन तथाकथित सच्चा ब्रेकिंग पॉइंट एससी भी अंतिम ताकत की विशेषता के रूप में काम नहीं कर सकता है, क्योंकि तन्य आरेख पर बिंदु "सी" से परे (चित्र 2.45 देखें), विरूपण का वास्तविक प्रतिरोध बढ़ता रहता है, हालांकि बल कम हो जाता है। तथ्य यह है कि यह प्रयास एक साइट पर है कगर्दन में नमूने के न्यूनतम क्रॉस-सेक्शन पर ध्यान केंद्रित किया जाता है, और इसका क्षेत्र बल की तुलना में तेजी से घटता है।
चित्र 2. 50- सच्चा तन्यता तनाव आरेख
यदि हम प्राथमिक तनाव आरेख को निर्देशांक में पुनर्व्यवस्थित करते हैं एस-ईया एस-Ψ(चित्र 2.50), तो यह पता चलता है एसविनाश के क्षण तक विरूपण के साथ निरंतर बढ़ता रहता है। चित्र में वक्र. 2.50. तनाव सख्त करने और तन्य शक्ति गुणों के कठोर विश्लेषण की अनुमति देता है। गर्दन बनाने में विफल रहने वाली सामग्रियों के लिए वास्तविक तनाव आरेख (चित्र 2.50 देखें) में कई दिलचस्प गुण हैं। विशेष रूप से, तनाव अक्ष के साथ चौराहे तक बिंदु "सी" से आगे आरेख के सीधे खंड की निरंतरता हमें लगभग σ के मूल्य का अनुमान लगाने और बिंदु पर सीधे खंड के एक्सट्रपलेशन की अनुमति देती है। सी, Ψ = 1 (100%) के अनुरूप देता है अनुसूचित जाति= 2एसवी
चित्र में आरेख. 2.50 गुणात्मक रूप से पहले से माने गए तनाव सख्त वक्रों से भिन्न है, क्योंकि उत्तरार्द्ध का विश्लेषण करते समय हमने केवल एकसमान विरूपण के चरण पर चर्चा की, जिस पर एकअक्षीय तनाव पैटर्न संरक्षित है, अर्थात। पहले, टाइप II वक्रों के अनुरूप वास्तविक तनावों के आरेखों का विश्लेषण किया गया था।
चित्र में. 2.50 यह स्पष्ट है कि एसमें और विशेषकर σ में बहुत कम है सच्चा आंसू प्रतिरोध (एस के =पी के / एफ के) विफलता के बिंदु पर नमूने के अधिकतम क्रॉस-अनुभागीय क्षेत्र में विफलता के क्षण में बल के अनुपात के रूप में परिभाषित किया गया है एफ के. ऐसा प्रतीत होता है कि परिमाण एस केकिसी सामग्री की अंतिम ताकत का सबसे अच्छा लक्षण है। लेकिन यह भी सशर्त है. गणना एस केयह मानता है कि विफलता के क्षण में गर्दन में एक अक्षीय तनाव योजना संचालित होती है, हालांकि वास्तव में वहां एक वॉल्यूमेट्रिक तनाव स्थिति उत्पन्न होती है, जिसे आम तौर पर एक सामान्य तनाव द्वारा चित्रित नहीं किया जा सकता है (यही कारण है कि तनाव सख्त होने के सिद्धांतों में केंद्रित विरूपण पर विचार नहीं किया जाता है) एकअक्षीय तनाव के तहत)। वास्तव में, एस केविनाश के क्षण में केवल एक निश्चित औसत अनुदैर्ध्य तनाव निर्धारित करता है।
अस्थायी प्रतिरोध का अर्थ और महत्व, साथ ही एसमें और एस केविचारित तनाव आरेख से आगे बढ़ने पर महत्वपूर्ण रूप से परिवर्तन होता है (चित्र 2.44 देखें, तृतीय) पहले दो तक (चित्र 2.44 देखें, मैं,द्वितीय). प्लास्टिक विरूपण की अनुपस्थिति में (चित्र 2.44 देखें, मैं) σ में ≈ एसमें ≈ एस के. इस मामले में, विफलता से पहले अधिकतम भार है पीसी सामग्री की तथाकथित वास्तविक आंसू प्रतिरोध या भंगुर शक्ति निर्धारित करता है। यहां σ अब एक सशर्त विशेषता नहीं है, बल्कि एक विशेषता है जिसका एक निश्चित भौतिक अर्थ है, जो सामग्री की प्रकृति और भंगुर फ्रैक्चर की स्थितियों से निर्धारित होता है।
अपेक्षाकृत कम-लचीलापन वाली सामग्रियों के लिए जो चित्र में दिखाए गए तनाव-खिंचाव वक्र देते हैं। 2.44, द्वितीय, σ में विनाश के क्षण में सशर्त तनाव है। यहाँ एसवी = एस केऔर सामग्री की अंतिम ताकत को काफी सख्ती से चित्रित करता है, क्योंकि नमूना टूटने तक एकअक्षीय तनाव की स्थितियों के तहत समान रूप से विकृत होता है। और में σ के निरपेक्ष मानों में अंतर एसविफलता से पहले बढ़ाव पर निर्भर करता है; उनके बीच कोई सीधा आनुपातिक संबंध नहीं है।
इस प्रकार, एक प्रकार के तनाव आरेख के प्रकार और यहां तक कि मात्रात्मक विशेषताओं के आधार पर, σ का भौतिक अर्थ, एसमें और एस केमहत्वपूर्ण रूप से और कभी-कभी मौलिक रूप से बदल सकता है। इन सभी तनावों को अक्सर अंतिम शक्ति या फ्रैक्चर प्रतिरोध की विशेषताओं के रूप में वर्गीकृत किया जाता है, हालांकि कई महत्वपूर्ण मामलों में σ में और एसवास्तव में, वे महत्वपूर्ण प्लास्टिक विरूपण के प्रतिरोध का निर्धारण करते हैं, न कि विनाश का। इसलिए, जब σ की तुलना की जाती है, एसमें और एस केविभिन्न धातुओं और मिश्रधातुओं के लिए, किसी को हमेशा प्रत्येक सामग्री के लिए इन गुणों के विशिष्ट अर्थ को ध्यान में रखना चाहिए, जो उसके तनाव-खिंचाव आरेख के प्रकार पर निर्भर करता है।
2. इलास्टिक लिमिट
3. नम्य होने की क्षमता
4. तन्य शक्ति या तन्य शक्ति
5. ब्रेक पर वोल्टेज

चित्रकला। 2.3 - फ्रैक्चर के बाद एक बेलनाकार नमूने का दृश्य (ए) और फ्रैक्चर साइट के पास नमूना क्षेत्र में परिवर्तन (बी)
आरेख में केवल सामग्री के गुणों को प्रतिबिंबित करने के लिए (नमूने के आकार की परवाह किए बिना), इसे सापेक्ष निर्देशांक (तनाव-तनाव) में पुनर्व्यवस्थित किया जाता है।
मनमाना निर्देशांक i-वेंऐसे आरेख के बिंदु (चित्र 2.4) नमूने के मूल क्रॉस-अनुभागीय क्षेत्र द्वारा तन्य बल (चित्र 2.2) के मूल्यों को विभाजित करके प्राप्त किए जाते हैं, और भुज को पूर्ण रूप से विभाजित करके प्राप्त किया जाता है। नमूने के कामकाजी हिस्से को उसकी मूल लंबाई () से बढ़ाना। विशेष रूप से, आरेख के विशिष्ट बिंदुओं के लिए, निर्देशांक की गणना सूत्र (2.3)…(2.7) का उपयोग करके की जाती है।
परिणामी आरेख को कहा जाता है पारंपरिक वोल्टेज आरेख (चित्र 2.4)।
आरेख का सम्मेलन वर्तमान क्रॉस-अनुभागीय क्षेत्र से तनाव निर्धारित करने की विधि में निहित है, जो परीक्षण के दौरान बदलता है, लेकिन मूल से - तनाव आरेख मूल तन्यता आरेख की सभी विशेषताओं को बरकरार रखता है। आरेख में विशिष्ट तनावों को सीमित तनाव कहा जाता है और परीक्षण की जा रही सामग्री की ताकत गुणों को दर्शाते हैं। (सूत्र 2.3…2.7). ध्यान दें कि इस मामले में सिखाई गई धातु की उपज शक्ति धातु की नई भौतिक अवस्था से मेल खाती है और इसलिए इसे भौतिक उपज शक्ति कहा जाता है
 |
चित्रकला। 2.4 - वोल्टेज आरेख
वोल्टेज आरेख (चित्र 2.4) से यह स्पष्ट है कि
यानी तन्यता मापांक इसंख्यात्मक रूप से भुज अक्ष पर तनाव आरेख के प्रारंभिक सीधे खंड के झुकाव के कोण के स्पर्शरेखा के बराबर है। यह तन्यता लोचदार मापांक का ज्यामितीय अर्थ है।
यदि हम लोडिंग के प्रत्येक क्षण में नमूने पर कार्य करने वाली शक्तियों को समय के अनुरूप क्षण में क्रॉस सेक्शन के वास्तविक मूल्य से जोड़ते हैं, तो हमें वास्तविक तनावों का एक आरेख प्राप्त होता है, जिसे अक्सर अक्षर द्वारा दर्शाया जाता है। एस(चित्र 2.5, ठोस रेखा)। चूँकि आरेख के खंड 0-1-2-3-4 में नमूने का व्यास थोड़ा कम हो जाता है (गर्दन अभी तक नहीं बनी है), इस खंड के भीतर वास्तविक आरेख, व्यावहारिक रूप से पारंपरिक आरेख (धराशायी वक्र) के साथ मेल खाता है। , थोड़ा ऊपर से गुजर रहा है।

चित्रकला। 2.5 - वास्तविक वोल्टेज आरेख
वास्तविक तनाव आरेख के शेष खंड (चित्र 2.5 में खंड 4-5) का निर्माण करने के लिए तन्य परीक्षण के दौरान नमूने के व्यास को मापने की आवश्यकता होती है, जो हमेशा संभव नहीं होता है। आरेख के इस खंड को बनाने का एक अनुमानित तरीका है, जो नमूना टूटने के क्षण के अनुरूप, वास्तविक आरेख (चित्र 2.5) के बिंदु 5() के निर्देशांक निर्धारित करने पर आधारित है। सबसे पहले, सच्चा ब्रेकिंग तनाव निर्धारित किया जाता है
टूटने के समय नमूने पर बल कहाँ है;
- टूटने के समय नमूने की गर्दन में क्रॉस-अनुभागीय क्षेत्र।
 बिंदु का दूसरा समन्वय - सापेक्ष विरूपण - में दो घटक शामिल हैं - वास्तविक प्लास्टिक - और लोचदार -। परीक्षण से पहले और बाद में नमूने के टूटने के बिंदु के पास सामग्री की मात्रा की समानता की स्थिति से मूल्य निर्धारित किया जा सकता है (चित्र 2.3)। तो परीक्षण से पहले इकाई लंबाई के नमूने की सामग्री की मात्रा के बराबर होगी, और टूटने के बाद। यहां फ्रैक्चर स्थल के पास इकाई लंबाई के नमूने का बढ़ाव है। चूँकि सच्ची विकृति यहीं है और
बिंदु का दूसरा समन्वय - सापेक्ष विरूपण - में दो घटक शामिल हैं - वास्तविक प्लास्टिक - और लोचदार -। परीक्षण से पहले और बाद में नमूने के टूटने के बिंदु के पास सामग्री की मात्रा की समानता की स्थिति से मूल्य निर्धारित किया जा सकता है (चित्र 2.3)। तो परीक्षण से पहले इकाई लंबाई के नमूने की सामग्री की मात्रा के बराबर होगी, और टूटने के बाद। यहां फ्रैक्चर स्थल के पास इकाई लंबाई के नमूने का बढ़ाव है। चूँकि सच्ची विकृति यहीं है और ![]() , वह । हम हुक के नियम का उपयोग करके लोचदार घटक पाते हैं:। तब बिंदु 5 का भुज बराबर होगा। बिंदु 4 और 5 के बीच एक चिकना वक्र खींचकर, हमें वास्तविक आरेख का पूरा दृश्य प्राप्त होता है।
, वह । हम हुक के नियम का उपयोग करके लोचदार घटक पाते हैं:। तब बिंदु 5 का भुज बराबर होगा। बिंदु 4 और 5 के बीच एक चिकना वक्र खींचकर, हमें वास्तविक आरेख का पूरा दृश्य प्राप्त होता है।
उन सामग्रियों के लिए जिनके प्रारंभिक खंड में तन्य आरेख में स्पष्ट रूप से परिभाषित उपज पठार नहीं है (चित्र 2.6 देखें), उपज ताकत को पारंपरिक रूप से उस तनाव के रूप में परिभाषित किया जाता है जिस पर अवशिष्ट विरूपण GOST या तकनीकी विशिष्टताओं द्वारा स्थापित मूल्य है। GOST 1497-84 के अनुसार, अवशिष्ट विरूपण का यह मान नमूने की मापी गई लंबाई का 0.2% है, और सबूत की ताकत - प्रतीक द्वारा दर्शाया गया है।
तन्य नमूनों का परीक्षण करते समय, ताकत विशेषताओं के अलावा, प्लास्टिसिटी विशेषताएँ भी निर्धारित की जाती हैं, जिनमें शामिल हैं सापेक्ष विस्तार टूटने के बाद नमूना, टूटने के बाद नमूने की लंबाई में उसकी मूल लंबाई में वृद्धि के अनुपात के रूप में परिभाषित किया गया है:
और सापेक्ष संकुचन , सूत्र द्वारा गणना की गई
![]() % (2.10)
% (2.10)
इन सूत्रों में - नमूने की प्रारंभिक गणना की गई लंबाई और क्रॉस-अनुभागीय क्षेत्र, - क्रमशः, गणना किए गए भाग की लंबाई और टूटने के बाद नमूने का न्यूनतम क्रॉस-अनुभागीय क्षेत्र।
सापेक्ष विरूपण के बजाय, कुछ मामलों में तथाकथित लघुगणकीय विरूपण का उपयोग किया जाता है। चूँकि जैसे-जैसे नमूना खींचा जाता है, नमूने की लंबाई बदलती जाती है, लंबाई में वृद्धि होती जाती है डेलीका नहीं, बल्कि वर्तमान मूल्य का संदर्भ लें . यदि हम बढ़ाव की वृद्धि को एकीकृत करते हैं जब लंबाई से में बदलती है, तो हमें धातु का लघुगणकीय या वास्तविक विरूपण मिलता है
तब - ब्रेक पर तनाव (यानी) . = क) इच्छा
![]() .
.
यह भी ध्यान में रखा जाना चाहिए कि नमूने में प्लास्टिक विरूपण इसकी लंबाई के साथ असमान रूप से होता है।
धातु की प्रकृति के आधार पर, उन्हें पारंपरिक रूप से बहुत नमनीय (एनील्ड तांबा, सीसा), तन्य (कम कार्बन स्टील्स), भंगुर (ग्रे कच्चा लोहा), बहुत भंगुर (सफेद कच्चा लोहा, सिरेमिक) में विभाजित किया जाता है।
आवेदन दर लोड करें वी विरूपणआरेख की उपस्थिति और सामग्री की विशेषताओं को प्रभावित करता है। σ टी और σ वी बढ़ती लोड गति के साथ बढ़ता है। अंतिम शक्ति और विफलता बिंदु के अनुरूप विकृतियाँ कम हो जाती हैं।
पारंपरिक मशीनें तनाव दर प्रदान करती हैं
10 -2 ...10 -5 1/सेकंड।
जैसे ही तापमान गिरता है टी आईएसपी पर्लिटिक स्टील्स के लिए वृद्धि होती है σ टी और घट जाती है.
ऑस्टेनिटिक स्टील्स, अलऔर तीमिश्रधातुएं कम करने पर कमजोर प्रतिक्रिया करती हैं टी.
बढ़ते तापमान के साथ, समय के साथ निरंतर तनाव पर विरूपण में बदलाव देखा जाता है। रेंगना होता है, और > से अधिक σ , वे< .
आमतौर पर रेंगने की तीन अवस्थाएँ होती हैं। मैकेनिकल इंजीनियरिंग के लिए, चरण II सबसे अधिक रुचिकर है, जहाँ έ = स्थिरांक (रेंगने का स्थिर चरण)।
विभिन्न धातुओं के रेंगने के प्रतिरोध की तुलना करने के लिए, एक सशर्त विशेषता पेश की गई है - रेंगने की सीमा।
रेंगने की सीमा σ पी एल वह तनाव कहलाता है जिस पर एक निश्चित समयावधि में प्लास्टिक विरूपण तकनीकी स्थितियों द्वारा स्थापित मूल्य तक पहुँच जाता है।
"रेंगना" की अवधारणा के साथ-साथ "तनाव विश्राम" की अवधारणा भी जानी जाती है।
तनाव विश्राम की प्रक्रिया निरंतर विकृतियों के तहत होती है।
उच्च तापमान पर निरंतर लोड के तहत एक नमूना टीया तो नेकिंग के साथ (डक्टाइल इंटरक्रिस्टलाइन फ्रैक्चर) या बिना नेकिंग के (भंगुर ट्रांसक्रिस्टलाइन फ्रैक्चर) फ्रैक्चर हो सकता है। पहला निम्न के लिए विशिष्ट है टीऔर ऊँचा σ .
सामग्री की ताकत उच्च स्तर पर है टीदीर्घकालिक ताकत सीमा द्वारा मूल्यांकन किया गया।
दीर्घकालिक ताकत सीमा(σ डीपी)उस भार का अनुपात है जिसके तहत एक तन्य नमूना एक निश्चित अवधि के बाद मूल क्रॉस-अनुभागीय क्षेत्र में विफल हो जाता है।
वेल्डेड उत्पादों को डिजाइन करते समय ऊंचाई पर काम करना टी, असाइन करते समय निम्नलिखित मानों द्वारा निर्देशित होते हैं [ σ ]:
क) कब टीतन्य शक्ति के लिए 260 o C σ वी ;
बी) कब टीकार्बन स्टील्स के लिए 420 o C टी < 470 о С для стали 12Х1МФ, टी< 550 о С для 1Х18Н10Т – на σ टी ;
ग) उच्चतर पर टीदीर्घकालिक ताकत की सीमा तक σ डीपी .
स्थैतिक भार के तहत सूचीबद्ध परीक्षण विधियों के अलावा, झुकने, मरोड़, कतरनी, संपीड़न, क्रशिंग, स्थिरता और कठोरता परीक्षण भी किए जाते हैं।
यूलर के सूत्र को प्राप्त करते समय, यह माना गया कि महत्वपूर्ण बल की कार्रवाई से रॉड के क्रॉस सेक्शन में उत्पन्न होने वाला केंद्रीय संपीड़न तनाव a cr = आर/एफ,पीसी के बारे में सामग्री की आनुपातिकता की सीमा से अधिक न हो। यदि यह शर्त पूरी नहीं होती है, तो महत्वपूर्ण बल का निर्धारण करते समय हुक के नियम का उपयोग नहीं किया जा सकता है, जिसकी वैधता की धारणा के तहत मूल अंतर समीकरण (13.2) प्राप्त किया गया था। इस प्रकार, यूलर के सूत्र की प्रयोज्यता के लिए शर्तसामान्य स्थिति में इसका स्वरूप होता है
आइए हम लचीलेपन के उस मान को A से निरूपित करें जिस पर a ko = o pi:

फिर यूलर के सूत्र (13.16) की प्रयोज्यता की शर्त को इस रूप में दर्शाया जा सकता है
सूत्र (13.17) द्वारा निर्धारित मात्रा कहलाती है अत्यधिक लचीलापन.जिन छड़ों के लिए शर्त (13.18) संतुष्ट होती है उन्हें कहा जाता है अत्यधिक लचीली छड़ें।
जैसा कि सूत्र (13.17) से देखा जा सकता है, अंतिम लचीलापन सामग्री के गुणों पर निर्भर करता है: लोचदार मापांक और आनुपातिकता सीमा। चूंकि स्टील के लिए इ= 2.1 10 5 एमपीए, तो ए ओ पीसी के मूल्य पर निर्भर करता है, यानी स्टील के ग्रेड पर। उदाहरण के लिए, भवन संरचनाओं में सामान्य कुछ VStZ ग्रेड स्टील्स के लिए, मान ओपी 200n-210 MPa है, और सूत्र (13.17) के अनुसार यह Aj = 100 निकलता है। इस प्रकार, संकेतित ग्रेड के स्टील्स के लिए, प्रयोज्यता की स्थिति यूलर सूत्र पर विचार किया जा सकता है
एक पेड़ के लिए अधिकतम लचीलापन मान Aj = 70 के रूप में लिया जा सकता है; कच्चा लोहा के लिए = 80.
सामग्री की आनुपातिकता सीमा से अधिक तनाव पर महत्वपूर्ण भार का सैद्धांतिक निर्धारण काफी कठिन है। साथ ही, सामग्री की आनुपातिकता सीमा से परे काम करने वाली छड़ों की स्थिरता के बड़ी संख्या में प्रयोगात्मक अध्ययन भी हैं। इन अध्ययनों से पता चला है कि एक करोड़ पीसी पर यूलर सूत्र का उपयोग करके गणना की गई महत्वपूर्ण बलों के प्रयोगात्मक और सैद्धांतिक मूल्यों के बीच एक महत्वपूर्ण विसंगति है। इस मामले में, यूलर का सूत्र हमेशा क्रांतिक बल का अधिक अनुमानित मान देता है।
प्रयोगात्मक डेटा के आधार पर, विभिन्न लेखकों ने सामग्री की आनुपातिकता सीमा से परे महत्वपूर्ण तनाव की गणना के लिए अनुभवजन्य सूत्र प्रस्तावित किए हैं। सबसे सरल है रैखिक निर्भरता, 20वीं सदी की शुरुआत में जर्मन वैज्ञानिक एल. टेटमेयर द्वारा और उनसे स्वतंत्र रूप से सेंट पीटर्सबर्ग इंस्टीट्यूट ऑफ ट्रांसपोर्ट इंजीनियर्स के प्रोफेसर एफ.एस. द्वारा प्रस्तावित किया गया था। यासिंस्की:
कहाँ एऔर बी-अनुभवजन्य गुणांक जो रॉड सामग्री के गुणों पर निर्भर करते हैं और तनाव का आयाम रखते हैं।
स्टील ग्रेड VStZ के लिए आनुपातिकता सीमा a pc = 200 MPa और उपज शक्ति t = 240 MPa के साथ, यह प्राप्त किया गया था ए= 310 एमपीए, बी= 1.14 एमपीए.
कुछ सामग्रियों के लिए एक्स अरेखीय निर्भरता का उपयोग किया जाता है। तो, उदाहरण के लिए, लकड़ी (पाइन, स्प्रूस, लार्च) के लिए एक्स
कच्चा लोहा के लिए एक्स
टेटमेयर-जैसिंस्की फॉर्मूला (13.20) का उपयोग किया जा सकता है, बशर्ते कि इस फॉर्मूले का उपयोग करके गणना की गई महत्वपूर्ण तनाव प्लास्टिक सामग्री के लिए उपज शक्ति ओएम और भंगुर सामग्री के लिए संपीड़न शक्ति ओ बनाम से अधिक न हो। सूत्र (13.20) में निरूपित करना एक्स 2लचीलेपन का वह मान जिस पर a= एतन्य के लिए या ओ = ए भंगुर के लिए
सीआर टी सीआर सूरज
सामग्री लिखी जा सकती है प्रयोज्यता की शर्तफॉर्म में टेटमेयर-जसिंस्की सूत्र
जहां A सूत्र (13.17) द्वारा निर्धारित किया जाता है।
जिन छड़ों के लिए शर्त (13.23) संतुष्ट होती है उन्हें कहा जाता है मध्यम लचीलेपन की छड़ें।
उपरोक्त मूल्यों को ध्यान में रखते हुए o m,ii1) स्टील ग्रेड VStZ के लिए सूत्र (13.20) का उपयोग करके हम प्राप्त करते हैं एक्स 2~ 60, और शर्त (13.23) निम्नलिखित रूप लेगी
वह छड़ी एक्स को बुलाया जाता है कम लचीलेपन की छड़ें.वे स्थिरता के नुकसान के परिणामस्वरूप नहीं, बल्कि केंद्रीय संपीड़न के तहत ताकत के नुकसान के परिणामस्वरूप ढह सकते हैं। इस मामले में, तन्य और भंगुर सामग्री से बनी कम लचीलेपन वाली छड़ों के लिए, तदनुसार लेना चाहिए
चित्र में. चित्र 13.8 स्टील ग्रेड VStZ के लिए लचीलेपन पर महत्वपूर्ण तनाव की निर्भरता का एक ग्राफ दिखाता है जिसमें आनुपातिकता सीमा a pc = 200 MPa और उपज शक्ति t = 240 MPa है। पर एक्स> 100 चार्ट ओ ओह)यूलर के हाइपरबोला द्वारा दर्शाया गया एल.वी.,
60 X BC पर, 0 X 60 पर - क्षैतिज रेखा सीडी.मूल्यों के लिए X 100 यूलर हाइपरबोला को एक बिंदीदार रेखा के रूप में दिखाया गया है। इस ग्राफ से यह स्पष्ट है कि मध्यम और निम्न लचीलेपन की छड़ों के लिए, यूलर फॉर्मूला महत्वपूर्ण तनावों के अत्यधिक अनुमानित मूल्य देता है।

क्रांतिक तनाव st, X पर प्लास्टिक सामग्री से बनी छड़ों के लिए, st का मान द्विघात निर्भरता का उपयोग करके भी निर्धारित किया जा सकता है

जहां A,j अधिकतम लचीलापन है, जो सूत्र (13.17) द्वारा निर्धारित किया गया है। दी गई निर्भरता का ग्राफ चित्र में दिखाया गया है। 13.8 वक्र बीसी(डी,जो टूटी हुई रेखा से थोड़ा हट जाता है बीसीडी.
पहले की लोच का मापांकप्रकार (ई) - सामग्री का एक भौतिक स्थिरांक, प्रयोग द्वारा निर्धारित और तनाव और तनाव के बीच आनुपातिकता का गुणांक है:
σ = εE.
लोचदार मापांक को तनाव गेज (गणना विधि) के साथ नमूने को मापकर या तनाव-तनाव आरेख के प्रारंभिक खंड का उपयोग करके ग्राफिक रूप से निर्धारित किया जा सकता है।
गणना विधि. नमूना को अपेक्षित σ pts के 70-80% के बराबर वोल्टेज के अनुरूप लोड के समान चरणों में लोड किया जाता है। लोडिंग चरण का परिमाण अपेक्षित का 5-10% होना चाहिए σ पीसी. परीक्षण के परिणामों के आधार पर, प्रति लोडिंग चरण ∆Р नमूना ∆l सीपी के बढ़ाव में औसत वृद्धि निर्धारित की जाती है।
ग्राफ़िक विधि. नमूने के लोडिंग आरेख को निर्देशांक "लोड (ऑर्डिनेट) - विरूपण (एब्सिस्सा)" में रिकॉर्ड करें। ∆P और ∆l CP को लोड P 0 से अनुभाग में आरेख से अपेक्षित σ पीसी के 70-80% के बराबर वोल्टेज के अनुरूप लोड तक निर्धारित किया जाता है।
लोचदार मापांकसूत्र द्वारा गणना की गई
मानक सापेक्ष समान बढ़ाव δ पी, नमूने की अंतिम डिजाइन लंबाई एल के, टूटने के बाद नमूने के सापेक्ष बढ़ाव, सापेक्ष संकुचन ψ के निर्धारण को भी नियंत्रित करते हैं। .
आनुपातिकता सीमाσ अंक - उच्चतम तनाव जिस तक सामग्री हुक के नियम का पालन करती है, गणना या ग्राफिकल तरीकों से निर्धारित की जा सकती है।
गणना विधि सेनमूने की अनुक्रमिक लोडिंग के साथ दर्पण डिवाइस का उपयोग करके निर्धारित किया जाता है। लोडिंग पहले बड़े चरणों में की जाती है, और फिर निर्धारित σ pt से 0.65-0.8 के वोल्टेज पर - छोटे चरणों में की जाती है। आर पीसी का निर्धारण आनुपातिकता के नियम से विरूपण के एक निर्दिष्ट विचलन पर किया जाता है, जिसे स्ट्रेन गेज की रीडिंग द्वारा दर्ज किया जाता है।
रेखांकनआर पीसी मशीन तन्यता आरेख से निर्धारित होता है.
निर्देशांक की उत्पत्ति से (चित्र 2.7) तनाव आरेख के प्रारंभिक रैखिक खंड से मेल खाने वाली एक सीधी रेखा खींचें।
एक मनमाना लोड स्तर पर, एब्सिस्सा अक्ष के समानांतर एक सीधी रेखा AB खींचें, और इस सीधी रेखा पर खंड mk के आधे के बराबर एक खंड kn बिछाएं। बिंदु n और निर्देशांक की उत्पत्ति के माध्यम से एक सीधी रेखा खींची जाती है और तनाव आरेख के लिए एक स्पर्शरेखा सीडी इसके समानांतर खींची जाती है। संपर्क का बिंदु आवश्यक लोड पी पीसी निर्धारित करता है।

चित्र.2.7. तन्य आरेख का उपयोग करके आनुपातिकता की सीमा निर्धारित करने के लिए ग्राफिकल तरीके
आनुपातिकता सीमासूत्र द्वारा गणना की गई
इलास्टिक लिमिटσ 0.05 उच्चतम तनाव है जिस तक सामग्री को अवशिष्ट विरूपण प्राप्त नहीं होता है। चूंकि अलग-अलग क्रिस्टल में प्लास्टिक विकृतियां लोडिंग के शुरुआती चरण में ही दिखाई देती हैं, इसलिए लोचदार सीमा (साथ ही σ पीसी) का मूल्य सटीकता आवश्यकताओं पर निर्भर करता है जो किए गए माप पर लगाए जाते हैं।
गणना विधि . नमूना को प्रारंभिक P 0 से दोगुने मान पर लोड किया जाता है, और 5-7 s तक रखने के बाद इसे P 0 पर अनलोड किया जाता है। फिर नमूने को अपेक्षित σ 0.05 के 70-80% के अनुरूप मान पर लोड किया जाता है। आगे की लोडिंग प्रत्येक चरण में 5-7 सेकंड के होल्डिंग समय के साथ चरणों में की जाती है और बाद में अवशिष्ट बढ़ाव के माप के साथ पी 0 पर अनलोडिंग की जाती है। यदि स्थायी बढ़ाव निर्दिष्ट सहनशीलता से अधिक हो तो परीक्षण रोक दिए जाते हैं। परीक्षण के परिणामों के आधार पर, भार P 0.05 निर्धारित किया जाता है
ग्राफ़िक विधि , σ 0.05 लोड-स्ट्रेन आरेख (चित्र 2.8) के प्रारंभिक खंड से निर्धारित होता है। बढ़ाव स्ट्रेन मीटर के आधार के बराबर एक खंड पर निर्धारित किया जाता है।
पी 0.05 निर्धारित करने के लिए, अवशिष्ट बढ़ाव के संबंधित मूल्य की गणना स्ट्रेन मीटर के आधार को ध्यान में रखकर की जाती है। पाया गया मान विरूपण अक्ष के साथ आरेख के पैमाने के अनुपात में बढ़ाया जाता है; परिणामी लंबाई 0E का एक खंड निर्देशांक 0 के मूल के दाईं ओर x-अक्ष के साथ प्लॉट किया गया है। बिंदु E से, सीधी रेखा 0A के समानांतर एक सीधी रेखा EP खींची गई है। तन्य आरेख के साथ प्रतिच्छेदन बिंदु P भार P 0.05 निर्धारित करता है।
इलास्टिक लिमिटसूत्र का उपयोग करके गणना करता है

चित्र.2.8. लोचदार सीमा का निर्धारण
भौतिक उपज शक्तिσ टी, ऊपरी उपज शक्ति σ टीवी और निचली उपज शक्ति σ टीएन तन्य आरेख से निर्धारित की जाती है।
उपज स्थल पर सापेक्ष विरूपण की दर 0.00025-0.0025 s -1 की सीमा में निर्धारित है। यदि ऐसी गति उपज स्थल पर स्थापित नहीं की जा सकती है, तो उपज की शुरुआत से पहले लोडिंग दर 1 से 30 एमपीए/एस तक निर्धारित की जाती है।
मशीन के बल मीटर सुई के स्पष्ट रूप से व्यक्त स्टॉप द्वारा लोड पीट को निर्धारित करना संभव है, जो लोड में उल्लेखनीय वृद्धि के बिना नमूने के बढ़ाव के कारण होता है।
उपज सीमासूत्र द्वारा गणना की गई
ऐसे मामलों में जहां आरेख पर कोई स्पष्ट रूप से परिभाषित उपज पठार नहीं है (या स्पष्ट रूप से व्यक्त प्रारंभिक संक्रमण प्रभाव), उपज तनाव को पारंपरिक रूप से तनाव मूल्य माना जाता है जिस पर अवशिष्ट विरूपण σ बाकी = 0.002 या 0.2% है।
सशर्त उपज शक्तिσ 0.2 गणना या ग्राफ़िक रूप से निर्धारित किया जा सकता है।
गणना विधि।σ 0.2 को लोचदार सीमा σ 0.05 निर्धारित करने के लिए गणना पद्धति के समान ही निर्धारित किया जाता है।
ग्राफ़िक विधि. σ 0.2 - σ 0.05 को निर्धारित करने के लिए ग्राफ़िकल विधि के समान ही निर्धारित किया जाता है, सीधी रेखा केएल के खिंचाव वक्र के साथ चौराहे के बिंदु पर, वक्र के प्रारंभिक खंड के समानांतर और क्षैतिज रूप से 0K = 0.2 की दूरी पर। 1 ओ/100) स्वीकृत सहनशीलता के अनुसार (चित्र 2.9)।

चावल। 2.9. तन्य आरेख से उपज शक्ति σ 0.2 का निर्धारण
सशर्त उपज शक्ति को मशीन पर स्केल पर रिकॉर्ड किए गए आरेख से ग्राफ़िक रूप से निर्धारित किया जा सकता है, यदि विरूपण अक्ष के साथ इसके आरेख उपकरण का पैमाना कम से कम 50: 1 है।
0.2 निर्धारित करते समय, लोडिंग दर 1 से 30 एमपीए/एस तक होनी चाहिए। सशर्त उपज शक्तिसूत्र द्वारा गणना की गई
अस्थायी प्रतिरोध σ में (तन्यता ताकत)। σв निर्धारित करने के लिए, नमूना विफलता तक धीरे-धीरे बढ़ते भार की कार्रवाई के तहत बढ़ाया जाता है। नमूने के विनाश से पहले का सबसे बड़ा भार, पी एम एक्स, अस्थायी प्रतिरोध से मेल खाता है।
अस्थायी प्रतिरोधसूत्र द्वारा गणना की गई
प्लास्टिक सामग्री के लिए, तनाव के तहत एक चिकने नमूने के फ्रैक्चर प्रतिरोध की विशेषता वास्तविक फ्रैक्चर प्रतिरोध है - सच्ची तन्यता ताकत एस के
जहां एफ के विनाश के बिंदु पर क्रॉस-अनुभागीय क्षेत्र है; पी के - विनाश के क्षण में बल;
विनाश की प्रकृतिनमूने के फ्रैक्चर के प्रकार द्वारा निर्धारित (चित्र 2.10)।
आज, सामग्री के नमूनों के परीक्षण के लिए कई विधियाँ हैं। साथ ही, सबसे सरल और सबसे अधिक खुलासा करने वाले परीक्षणों में से एक तन्यता (तन्यता) परीक्षण हैं, जो आनुपातिकता सीमा, उपज शक्ति, लोचदार मापांक और सामग्री की अन्य महत्वपूर्ण विशेषताओं को निर्धारित करना संभव बनाता है। चूँकि किसी सामग्री की तनावग्रस्त स्थिति की सबसे महत्वपूर्ण विशेषता विरूपण है, नमूने के ज्ञात आयामों और नमूने पर कार्य करने वाले भार के लिए विरूपण मूल्य निर्धारित करने से सामग्री की उपरोक्त विशेषताओं को स्थापित करना संभव हो जाता है।
यहां सवाल उठ सकता है: हम किसी सामग्री का प्रतिरोध आसानी से क्यों नहीं निर्धारित कर सकते? तथ्य यह है कि बिल्कुल लोचदार सामग्री, जो एक निश्चित सीमा - प्रतिरोध पर काबू पाने के बाद ही ढह जाती है, केवल सिद्धांत में मौजूद होती है। वास्तव में, अधिकांश सामग्रियों में लोचदार और प्लास्टिक दोनों गुण होते हैं; हम धातुओं के उदाहरण का उपयोग करके नीचे विचार करेंगे कि ये गुण क्या हैं।
धातुओं का तन्य परीक्षण GOST 1497-84 के अनुसार किया जाता है। इस प्रयोजन के लिए, मानक नमूनों का उपयोग किया जाता है। परीक्षण प्रक्रिया कुछ इस तरह दिखती है: नमूने पर एक स्थिर भार लागू किया जाता है, और नमूने का पूर्ण बढ़ाव निर्धारित किया जाता है Δएल, फिर भार एक निश्चित चरण मान से बढ़ जाता है और नमूने का पूर्ण बढ़ाव फिर से निर्धारित होता है, और इसी तरह। प्राप्त आंकड़ों के आधार पर, बढ़ाव बनाम भार का एक ग्राफ बनाया जाता है। इस ग्राफ को तनाव आरेख कहा जाता है।
चित्र 318.1. स्टील के नमूने के लिए तनाव आरेख।
इस चित्र में हम 5 विशिष्ट बिंदु देखते हैं:
1. आनुपातिकता की सीमा आर पी(बिंदु ए)
आनुपातिकता सीमा तक पहुंचने पर नमूने के क्रॉस सेक्शन में सामान्य तनाव इसके बराबर होगा:
σ पी = पी पी /एफ ओ (318.2.1)
आनुपातिकता सीमा आरेख पर लोचदार विकृतियों के क्षेत्र को सीमित करती है। इस खंड में, विकृतियाँ तनावों के सीधे आनुपातिक हैं, जिसे हुक के नियम द्वारा व्यक्त किया गया है:
आर पी = kΔl (318.2.2)
जहां k कठोरता गुणांक है:
के = ईएफ/एल (318.2.3)
जहां एल नमूने की लंबाई है, एफ क्रॉस-अनुभागीय क्षेत्र है, ई यंग का मापांक है।
लोचदार मापांक
सामग्री के लोचदार गुणों की मुख्य विशेषताएं हैं यंग का मापांक ई (पहली तरह की लोच का मापांक, तनाव में लोच का मापांक), दूसरे तरह की लोच का मापांक जी (कतरनी में लोच का मापांक) और पॉइसन का अनुपात μ (अनुप्रस्थ) विरूपण गुणांक)।
यंग का मापांक ई आनुपातिकता की सीमा के भीतर सामान्य तनाव और सापेक्ष तनाव के अनुपात को दर्शाता है
मानक तन्यता नमूनों का परीक्षण करते समय यंग का मापांक भी अनुभवजन्य रूप से निर्धारित किया जाता है। चूँकि सामग्री में सामान्य तनाव प्रारंभिक क्रॉस-अनुभागीय क्षेत्र द्वारा विभाजित बल के बराबर होता है:
σ = Р/एफ о (318.3.1), (317.2)
और सापेक्ष बढ़ाव ε - प्रारंभिक लंबाई के लिए पूर्ण विरूपण का अनुपात
ε पीआर = Δएल/एल ओ (318.3.2)
तो हुक के नियम के अनुसार यंग का मापांक इस प्रकार व्यक्त किया जा सकता है
ई = σ/ε पीआर = पीएल ओ /एफ ओ Δएल = टीजी α (318.3.3)

चित्र 318.2. कुछ धातु मिश्रधातुओं के तनाव आरेख
पॉइसन का अनुपात μ अनुप्रस्थ से अनुदैर्ध्य उपभेदों के अनुपात को दर्शाता है
भार के प्रभाव में, न केवल नमूने की लंबाई बढ़ जाती है, बल्कि विचाराधीन क्रॉस-सेक्शन का क्षेत्र भी घट जाता है (यदि हम मानते हैं कि लोचदार विरूपण के क्षेत्र में सामग्री की मात्रा स्थिर रहती है, तो एक नमूने की लंबाई में वृद्धि से क्रॉस-अनुभागीय क्षेत्र में कमी आती है)। एक गोलाकार क्रॉस-सेक्शन वाले नमूने के लिए, क्रॉस-सेक्शनल क्षेत्र में परिवर्तन को निम्नानुसार व्यक्त किया जा सकता है:
ε पॉप = Δd/d o (318.3.4)
फिर पॉइसन का अनुपात निम्नलिखित समीकरण द्वारा व्यक्त किया जा सकता है:
μ = ε पॉप /ε पीआर (318.3.5)
कतरनी मापांक जी कतरनी तनाव का अनुपात दर्शाता है टीकतरनी कोण के लिए
कतरनी मापांक जी को मरोड़ के नमूनों का परीक्षण करके प्रयोगात्मक रूप से निर्धारित किया जा सकता है।
कोणीय विकृतियों के दौरान, विचाराधीन अनुभाग रैखिक रूप से नहीं, बल्कि एक निश्चित कोण पर चलता है - प्रारंभिक अनुभाग में शिफ्ट कोण γ। चूँकि अपरूपण तनाव उस तल के क्षेत्र द्वारा विभाजित बल के बराबर होता है जिसमें बल कार्य करता है:
टी= Р/एफ (318.3.6)
और झुकाव के कोण के स्पर्शरेखा को पूर्ण विरूपण के अनुपात के रूप में व्यक्त किया जा सकता है Δएलउस स्थान से दूरी h तक जहां पूर्ण विरूपण दर्ज किया गया था उस बिंदु तक जिसके सापेक्ष घूर्णन किया गया था:
tgγ = Δl/h (318.3.7)
फिर कतरनी कोण के छोटे मूल्यों पर कतरनी मापांक को निम्नलिखित समीकरण द्वारा व्यक्त किया जा सकता है:
जी= टी/γ = Ph/FΔl (318.3.8)
यंग का मापांक, कतरनी मापांक और पॉइसन का अनुपात निम्नलिखित संबंध द्वारा एक दूसरे से संबंधित हैं:
ई = 2(1 + μ)जी (318.3.9)
स्थिरांक E, G और µ का मान तालिका 318.1 में दिया गया है
तालिका 318.1. कुछ सामग्रियों की लोचदार विशेषताओं का अनुमानित मूल्य

टिप्पणी:इलास्टिक मॉड्यूलि स्थिर मूल्य हैं, हालांकि, विभिन्न निर्माण सामग्री के लिए विनिर्माण प्रौद्योगिकियां बदलती हैं और वर्तमान में मान्य नियामक दस्तावेजों के अनुसार इलास्टिक मॉड्यूल के अधिक सटीक मूल्यों को स्पष्ट किया जाना चाहिए। कंक्रीट की लोच का मापांक कंक्रीट की श्रेणी पर निर्भर करता है और इसलिए यहां नहीं दिया गया है।
बिंदु ए द्वारा तनाव आरेख पर सीमित लोचदार विरूपण की सीमा के भीतर विभिन्न सामग्रियों के लिए लोचदार विशेषताओं का निर्धारण किया जाता है। इस बीच, तनाव आरेख पर कई और बिंदुओं की पहचान की जा सकती है:
2. लोचदार सीमा Р у
लोचदार सीमा तक पहुंचने पर नमूने के क्रॉस सेक्शन में सामान्य तनाव इसके बराबर होगा:
σ y = Р y /F o (318.2.4)
लोचदार सीमा उस क्षेत्र को सीमित करती है जिसमें दिखाई देने वाली प्लास्टिक विकृतियाँ तकनीकी स्थितियों द्वारा सामान्यीकृत एक निश्चित छोटे मूल्य के भीतर होती हैं (उदाहरण के लिए, 0.001%; 0.01%, आदि)। कभी-कभी लोचदार सीमा को सहनशीलता σ 0.001, σ 0.01, आदि के अनुसार निर्दिष्ट किया जाता है।
3. उपज ताकत Р टी
σ टी = पी टी /एफ ओ (318.2.5)
आरेख के उस क्षेत्र को सीमित करता है जिसमें भार (उपज अवस्था) में उल्लेखनीय वृद्धि के बिना विरूपण बढ़ता है। इस मामले में, नमूने की पूरी मात्रा में आंतरिक बंधनों का आंशिक रूप से टूटना होता है, जिससे महत्वपूर्ण प्लास्टिक विरूपण होता है। नमूना सामग्री पूरी तरह से नष्ट नहीं हुई है, लेकिन इसके प्रारंभिक ज्यामितीय आयामों में अपरिवर्तनीय परिवर्तन होते हैं। नमूनों की पॉलिश सतह पर, उपज के आंकड़े देखे जाते हैं - कतरनी रेखाएं (प्रोफेसर वी.डी. चेर्नोव द्वारा खोजी गई)। विभिन्न धातुओं के लिए, इन रेखाओं के झुकाव के कोण अलग-अलग होते हैं, लेकिन 40-50 o की सीमा में होते हैं। इस मामले में, संचित संभावित ऊर्जा का एक हिस्सा अपरिवर्तनीय रूप से आंतरिक बांडों के आंशिक रूप से टूटने पर खर्च किया जाता है। तनाव के लिए परीक्षण करते समय, ऊपरी और निचली उपज सीमाओं के बीच अंतर करने की प्रथा है - क्रमशः, उच्चतम और निम्नतम तनाव जिस पर प्रभावी भार के लगभग स्थिर मूल्य पर प्लास्टिक (अवशिष्ट) विरूपण बढ़ता है।
तनाव आरेख कम उपज शक्ति का संकेत देते हैं। अधिकांश सामग्रियों के लिए यह वह सीमा है जिसे सामग्री के मानक प्रतिरोध के रूप में लिया जाता है।
कुछ सामग्रियों में स्पष्ट उपज पठार नहीं होता है। उनके लिए, सशर्त उपज शक्ति σ 0.2 को वह तनाव माना जाता है जिस पर नमूने का अवशिष्ट बढ़ाव ε ≈0.2% के मान तक पहुंच जाता है।
4. तन्यता ताकत पी अधिकतम (अस्थायी ताकत)
अंतिम ताकत तक पहुंचने पर नमूने के क्रॉस सेक्शन में सामान्य तनाव इसके बराबर होगा:
σ इन = पी अधिकतम /एफ ओ (318.2.6)
ऊपरी उपज सीमा (तनाव आरेखों में नहीं दिखाया गया) पर काबू पाने के बाद, सामग्री फिर से भार का विरोध करना शुरू कर देती है। अधिकतम बल पी अधिकतम पर, सामग्री के आंतरिक बंधनों का पूर्ण विनाश शुरू हो जाता है। इस मामले में, प्लास्टिक विकृतियाँ एक स्थान पर केंद्रित होती हैं, जिससे नमूने में एक तथाकथित गर्दन बनती है।
अधिकतम भार पर तनाव को सामग्री की तन्य शक्ति या तन्य शक्ति कहा जाता है।
तालिकाएँ 318.2 - 318.5 कुछ सामग्रियों के लिए अनुमानित शक्ति मान प्रदान करती हैं:
तालिका 318.2कुछ निर्माण सामग्रियों की संपीड़न शक्ति (अस्थायी ताकत) की अनुमानित सीमाएँ।

टिप्पणी: धातुओं और मिश्र धातुओं के लिए, तन्यता ताकत का मूल्य नियामक दस्तावेजों के अनुसार निर्धारित किया जाना चाहिए। कुछ स्टील ग्रेड के लिए अस्थायी प्रतिरोधों का मूल्य देखा जा सकता है।
तालिका 318.3. कुछ प्लास्टिक के लिए अनुमानित शक्ति सीमाएँ (तन्य शक्ति)।

तालिका 318.4. कुछ तंतुओं के लिए अनुमानित तन्य शक्तियाँ

तालिका 318.5. कुछ लकड़ी प्रजातियों के लिए अनुमानित ताकत सीमाएँ

5. सामग्री विनाश पी आर
यदि आप तनाव आरेख को देखें, तो ऐसा लगता है कि भार कम होने पर सामग्री का विनाश होता है। यह धारणा इसलिए बनाई गई है क्योंकि "गर्दन" के गठन के परिणामस्वरूप, "गर्दन" के क्षेत्र में नमूने का क्रॉस-अनुभागीय क्षेत्र महत्वपूर्ण रूप से बदल जाता है। यदि आप बदलते क्रॉस-सेक्शनल क्षेत्र के आधार पर कम-कार्बन स्टील से बने नमूने के लिए एक तनाव आरेख बनाते हैं, तो आप देखेंगे कि विचाराधीन अनुभाग में तनाव एक निश्चित सीमा तक बढ़ जाता है:

चित्र 318.3. तनाव आरेख: 2 - प्रारंभिक क्रॉस-अनुभागीय क्षेत्र के संबंध में, 1 - गर्दन क्षेत्र में बदलते क्रॉस-अनुभागीय क्षेत्र के संबंध में।
फिर भी, मूल खंड के क्षेत्र के संबंध में सामग्री की ताकत विशेषताओं पर विचार करना अधिक सही है, क्योंकि ताकत की गणना में मूल ज्यामितीय आकार में परिवर्तन शायद ही कभी शामिल होते हैं।
धातुओं की यांत्रिक विशेषताओं में से एक गर्दन क्षेत्र में क्रॉस-अनुभागीय क्षेत्र का सापेक्ष परिवर्तन ψ है, जिसे प्रतिशत के रूप में व्यक्त किया जाता है:
ψ = 100(एफ ओ - एफ)/एफ ओ (318.2.7)
जहां एफ ओ नमूने का प्रारंभिक क्रॉस-अनुभागीय क्षेत्र है (विरूपण से पहले क्रॉस-अनुभागीय क्षेत्र), एफ "गर्दन" क्षेत्र में क्रॉस-अनुभागीय क्षेत्र है। ψ का मान जितना अधिक होगा, सामग्री के प्लास्टिक गुण उतने ही अधिक स्पष्ट होंगे। ψ का मान जितना कम होगा, सामग्री की नाजुकता उतनी ही अधिक होगी।
यदि आप नमूने के फटे हुए हिस्सों को जोड़ते हैं और इसके बढ़ाव को मापते हैं, तो यह पता चलता है कि यह आरेख में बढ़ाव से कम है (खंड एनएल की लंबाई से), क्योंकि टूटने के बाद लोचदार विकृतियां गायब हो जाती हैं और केवल प्लास्टिक विकृतियां रह जाती हैं . प्लास्टिक विरूपण (बढ़ाव) की मात्रा भी सामग्री के यांत्रिक गुणों की एक महत्वपूर्ण विशेषता है।
लोच से परे, फ्रैक्चर तक, कुल विरूपण में लोचदार और प्लास्टिक घटक होते हैं। यदि आप सामग्री को उपज शक्ति (चित्र 318.1 में, उपज शक्ति और तन्य शक्ति के बीच कुछ बिंदु) से अधिक तनाव में लाते हैं, और फिर इसे उतारते हैं, तो नमूने में प्लास्टिक विकृतियां बनी रहेंगी, लेकिन जब कुछ समय के बाद पुनः लोड किया जाता है, लोचदार सीमा अधिक हो जाएगी, क्योंकि इस मामले में, प्लास्टिक विकृतियों के परिणामस्वरूप नमूने के ज्यामितीय आकार में परिवर्तन आंतरिक कनेक्शन की कार्रवाई का परिणाम बन जाता है, और परिवर्तित ज्यामितीय आकार प्रारंभिक बन जाता है एक। सामग्री को लोड करने और उतारने की इस प्रक्रिया को कई बार दोहराया जा सकता है, और सामग्री की ताकत के गुण बढ़ जाएंगे:

चित्र 318.4. कार्य सख्त होने के दौरान तनाव आरेख (झुकी हुई सीधी रेखाएं अनलोडिंग और बार-बार लोडिंग के अनुरूप होती हैं)
बार-बार स्थैतिक लोडिंग के माध्यम से प्राप्त किसी सामग्री की ताकत गुणों में इस परिवर्तन को कार्य सख्त कहा जाता है। हालाँकि, जब ठंडे सख्त होने से किसी धातु की ताकत बढ़ जाती है, तो उसके प्लास्टिक गुण कम हो जाते हैं और उसकी नाजुकता बढ़ जाती है, इसलिए अपेक्षाकृत छोटा सख्त होना आमतौर पर उपयोगी माना जाता है।
विरूपण का कार्य
सामग्री के कणों के बीच परस्पर क्रिया की आंतरिक शक्तियाँ जितनी अधिक होंगी, सामग्री की ताकत उतनी ही अधिक होगी। इसलिए, किसी सामग्री की प्रति इकाई मात्रा में बढ़ाव प्रतिरोध का मूल्य इसकी ताकत की विशेषता के रूप में काम कर सकता है। इस मामले में, तन्यता ताकत किसी दिए गए सामग्री की ताकत गुणों की एक संपूर्ण विशेषता नहीं है, क्योंकि यह केवल क्रॉस सेक्शन की विशेषता है। जब कोई टूटना होता है, तो पूरे क्रॉस-सेक्शनल क्षेत्र में इंटरकनेक्शन नष्ट हो जाते हैं, और कैंची के दौरान, जो किसी भी प्लास्टिक विरूपण के दौरान होता है, केवल स्थानीय इंटरकनेक्शन नष्ट हो जाते हैं। इन कनेक्शनों को नष्ट करने के लिए, आंतरिक संपर्क बलों के एक निश्चित मात्रा में काम खर्च किया जाता है, जो विस्थापन पर खर्च किए गए बाहरी बलों के काम के बराबर होता है:
ए = РΔl/2 (318.4.1)
जहां 1/2 भार की स्थैतिक क्रिया का परिणाम है, इसके अनुप्रयोग के समय 0 से पी तक बढ़ रहा है (औसत मूल्य (0 + पी)/2)
लोचदार विरूपण के दौरान, बलों का कार्य त्रिभुज OAB के क्षेत्र द्वारा निर्धारित होता है (चित्र 318.1 देखें)। नमूने के विरूपण और उसके विनाश पर खर्च किया गया कुल कार्य:
ए = ηР अधिकतम Δएल अधिकतम (318.4.2)
जहां η आरेख की पूर्णता का गुणांक है, जो संपूर्ण आरेख के क्षेत्रफल के अनुपात के बराबर है, जो वक्र AM और सीधी रेखाओं OA, MN और ON द्वारा सीमित है, 0P भुजाओं वाले एक आयत के क्षेत्रफल तक अधिकतम (पी अक्ष के साथ) और Δl अधिकतम (चित्र 318.1 में बिंदीदार रेखा)। इस मामले में, त्रिभुज एमएनएल (लोचदार विकृतियों से संबंधित) के क्षेत्र द्वारा निर्धारित कार्य को घटाना आवश्यक है।
प्लास्टिक के विरूपण और नमूने के विनाश पर खर्च किया गया कार्य सामग्री की महत्वपूर्ण विशेषताओं में से एक है जो इसकी नाजुकता की डिग्री निर्धारित करता है।
संपीड़न तनाव
संपीड़ित विकृतियाँ तन्य विकृतियों के समान होती हैं: सबसे पहले, लोचदार विकृतियाँ होती हैं, जिसमें लोचदार सीमा से परे प्लास्टिक विकृतियाँ जोड़ी जाती हैं। संपीड़न के दौरान विकृति और फ्रैक्चर की प्रकृति चित्र में दिखाई गई है। 318.5:
चित्र 318.5
ए - प्लास्टिक सामग्री के लिए; बी - नाजुक सामग्री के लिए; सी - अनाज के पार लकड़ी के लिए, डी - अनाज के पार लकड़ी के लिए।
विफलता के क्षण को रिकॉर्ड करने में कठिनाई के कारण प्लास्टिक सामग्री के यांत्रिक गुणों को निर्धारित करने के लिए संपीड़न परीक्षण कम सुविधाजनक हैं। धातुओं के यांत्रिक परीक्षण के तरीके GOST 25.503-97 द्वारा नियंत्रित होते हैं। संपीड़न के लिए परीक्षण करते समय, नमूने का आकार और उसके आयाम भिन्न हो सकते हैं। विभिन्न सामग्रियों के लिए तन्य शक्ति के अनुमानित मान तालिका 318.2 - 318.5 में दिए गए हैं।
यदि सामग्री लगातार तनाव में लोड हो रही है, तो अतिरिक्त लोचदार विरूपण धीरे-धीरे लगभग तात्कालिक लोचदार विरूपण में जोड़ा जाता है। जब भार पूरी तरह से हटा दिया जाता है, तो घटते तनाव के अनुपात में लोचदार विरूपण कम हो जाता है, और अतिरिक्त लोचदार विरूपण अधिक धीरे-धीरे गायब हो जाता है।
निरंतर तनाव के तहत परिणामी अतिरिक्त लोचदार विकृति, जो उतारने के तुरंत बाद गायब नहीं होती है, को लोचदार पश्च प्रभाव कहा जाता है।
सामग्रियों के यांत्रिक गुणों में परिवर्तन पर तापमान का प्रभाव
ठोस अवस्था किसी पदार्थ के एकत्रीकरण की एकमात्र अवस्था नहीं है। ठोस पदार्थ केवल तापमान और दबाव की एक निश्चित सीमा में ही मौजूद रहते हैं। तापमान में वृद्धि से ठोस से तरल में एक चरण संक्रमण होता है, और संक्रमण प्रक्रिया को ही पिघलना कहा जाता है। पिघलने बिंदु, सामग्रियों की अन्य भौतिक विशेषताओं की तरह, कई कारकों पर निर्भर करते हैं और प्रयोगात्मक रूप से भी निर्धारित किए जाते हैं।
तालिका 318.6. कुछ पदार्थों के गलनांक

टिप्पणी: तालिका वायुमंडलीय दबाव (हीलियम को छोड़कर) पर पिघलने बिंदु दिखाती है।
तालिका 318.1-318.5 में दी गई सामग्रियों की लोच और ताकत की विशेषताएं, एक नियम के रूप में, +20 डिग्री सेल्सियस के तापमान पर निर्धारित की जाती हैं। GOST 25.503-97 +10 से +35 डिग्री सेल्सियस के तापमान रेंज में धातु के नमूनों के परीक्षण की अनुमति देता है। .
जब तापमान बदलता है, तो शरीर की संभावित ऊर्जा बदल जाती है, जिसका अर्थ है कि आंतरिक संपर्क बलों का मूल्य भी बदल जाता है। इसलिए, सामग्रियों के यांत्रिक गुण न केवल तापमान के पूर्ण मूल्य पर निर्भर करते हैं, बल्कि इसकी क्रिया की अवधि पर भी निर्भर करते हैं। अधिकांश सामग्रियों के लिए, गर्म करने पर, ताकत की विशेषताएं (σ p, σ t और σ v) कम हो जाती हैं, जबकि सामग्री की प्लास्टिसिटी बढ़ जाती है। जैसे-जैसे तापमान घटता है, ताकत की विशेषताएं बढ़ती हैं, लेकिन साथ ही नाजुकता भी बढ़ती है। गर्म करने पर, यंग का मापांक E कम हो जाता है, और पॉइसन का अनुपात बढ़ जाता है। जब तापमान घटता है तो विपरीत प्रक्रिया होती है।

चित्र 318.6. कार्बन स्टील की यांत्रिक विशेषताओं पर तापमान का प्रभाव।
जब अलौह धातुओं और उनसे बनी मिश्र धातुओं को गर्म किया जाता है, तो उनकी ताकत तुरंत कम हो जाती है और 600 डिग्री सेल्सियस के करीब तापमान पर, यह व्यावहारिक रूप से खो जाती है। अपवाद एल्यूमिनोथर्मिक क्रोमियम है, जिसकी तन्य शक्ति बढ़ते तापमान के साथ बढ़ती है और 1100 डिग्री सेल्सियस के तापमान पर अधिकतम σ in1100 = 2σ in20 तक पहुंच जाती है।
बढ़ते तापमान के साथ तांबा, तांबा मिश्र धातु और मैग्नीशियम की लचीलापन विशेषताएँ कम हो जाती हैं, जबकि एल्यूमीनियम की वृद्धि होती है। जब प्लास्टिक और रबर को गर्म किया जाता है, तो उनकी तन्य शक्ति तेजी से कम हो जाती है, और ठंडा होने पर ये सामग्रियां बहुत भंगुर हो जाती हैं।
यांत्रिक गुणों में परिवर्तन पर रेडियोधर्मी विकिरण का प्रभाव
विकिरण जोखिम विभिन्न सामग्रियों को अलग-अलग तरीके से प्रभावित करता है। यांत्रिक विशेषताओं और प्लास्टिसिटी विशेषताओं पर इसके प्रभाव में अकार्बनिक मूल की सामग्रियों का विकिरण तापमान में कमी के समान है: रेडियोधर्मी विकिरण की खुराक में वृद्धि के साथ, तन्य शक्ति और विशेष रूप से उपज ताकत में वृद्धि होती है, और प्लास्टिसिटी विशेषताओं में कमी आती है।
प्लास्टिक के विकिरण से भी नाजुकता में वृद्धि होती है, और विकिरण का इन सामग्रियों की तन्य शक्ति पर अलग-अलग प्रभाव पड़ता है: कुछ प्लास्टिक पर इसका लगभग कोई प्रभाव नहीं होता है (पॉलीथीन), अन्य में यह तन्य शक्ति (काटामेन) में महत्वपूर्ण कमी का कारण बनता है। और अन्य में यह तन्य शक्ति (सेलेक्ट्रोन) को बढ़ाता है।
विषय पर लेख