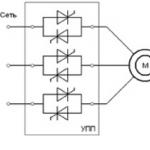
Kā tiek izgatavoti griezēji. Koka frēzmašīna: horizontāla, vertikāla, pantogrāfs, duplikarver. Kurš ir labākais koka maršrutētājs
Jautājums par to, kā pats var izgatavot koka griezēju, uztrauc ne tikai mājamatniekus, kuri patstāvīgi nodarbojas ar galdniecību un modelēšanu, bet arī profesionāliem apdares meistariem. Un galvenais šeit ir ne tikai vēlme ietaupīt naudu, bet arī tas, ka sērijveida kokapstrādes instrumentiem, kurus mūsdienās ir viegli iegādāties specializētajos veikalos vai būvniecības tirgos, bieži vien nav nepieciešamās darba daļas konfigurācijas. Tāpēc speciālistiem un mājamatniekiem, kuri izmanto šādu instrumentu, ir jāpārveido tā sērijveida modeļi vai jāizgatavo no jauna, izmantojot cilindriskas tērauda sagataves.
Pašdarinātam griezējam ir ierobežojumi attiecībā uz materiāliem, ko ar to var apstrādāt. Frēžu izgatavošana savām vajadzībām, kā likums, ir saistīta ar darbu ar mīksto tēraudu markām. Tāpēc šāds paštaisīts instruments spēj diezgan efektīvi zāģēt koku, bet, apstrādājot cietākus materiālus, tas ātri kļūst blāvs.
Lai izgatavotu savu frēzēšanas instrumentu, amatnieki izmanto atgriezumus no tērauda stieņiem vai stiegrojumu. Ja kā sagatavi izmanto stiegrojumu, tad tā rievoto virsmu izlīdzina, izmantojot virpu.

Mājas koka griezēja izgatavošanas tehnoloģija no šādas sagataves ir šāda:
- Tajā cilindriskās sagataves daļā, kur tiks izveidota paštaisītā instrumenta griešanas daļa, tiek nogriezta puse no diametra.
- Starp sagataves daļām ar dažādu diametru veidojas vienmērīga pāreja.
- Vēl viena ceturtdaļa diametra tiek noņemta no apstrādātās sagataves daļas, ar neapstrādātu stieņa daļu arī šāda sagataves daļa ir savienota ar vienmērīgu pāreju.
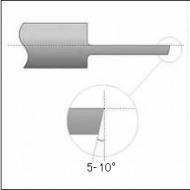
- Apstrādātajai sagataves daļai tiek piešķirta taisnstūra forma, kurai tā apakšējā daļa ir nogriezta. Tās sagataves daļas biezumam, uz kuras tiks izveidota kokapstrādes instrumenta darba daļa, jābūt 2–5 mm.

Kokapstrādei var izmantot paštaisītu griezēju, savukārt tā iekšējam stūrim jāsakrīt ar griešanās centru.
Lai ar paštaisīto koka griezēju varētu veikt efektīvu apstrādi, tā izgatavošanā jāievēro šādi ieteikumi.
- Griešanas malai jābūt asinātai 7-10 ° leņķī. Ja padarīsiet to asāku, tam būs vāja asināšana un zemas griešanas īpašības.
- Lai instrumenta griešanas daļai piešķirtu nepieciešamo konfigurāciju, tiek izmantotas ar dimantu pārklātas adatas vai leņķa slīpmašīnas ar diskiem, kas īpaši paredzēti metālapstrādei.
- Ja mājās gatavotam koka griezējam ir jābūt sarežģītai konfigurācijai, tad to ir atļauts saliekt vai saplacināt.

Ar nelielu griešanas daļas biezumu frēzēšanas instrumentam, ko dari pats, ir diezgan zems kalpošanas laiks. Lai nedaudz palielinātu šāda koka griezēja kalpošanas laiku, instrumenta apakšā esošo stūri, kas atrodas pretī tā griešanas malai, var nedaudz noapaļot.
Pašdarināts frēzes nevar uzreiz tikt galā ar lielu koksnes daudzumu, kas noņemts no sagataves virsmas, tāpēc apstrāde tiek veikta vairākās piegājienos.
Konusveida griezēji
Sarežģīta reljefa virsmu apstrādei tiek izmantoti koka griezēji, kuru darba daļai ir koniska konfigurācija. Jo īpaši ar šādu griezēju palīdzību tiek veikta rievu apdare mēbeļu konstrukciju elementos. Šādu koka griezēju ražošanai rūpnieciskos apstākļos tiek izmantotas sarežģītas formas sagataves, kuras ir problemātiski apstrādāt mājās. Šādu "dari pats" griezēju var izgatavot no sējmašīnas, kuras darba daļai tiek piešķirta nepieciešamā konfigurācija.
Sakarā ar to, ka pietiekami mīksta materiāla apstrādei vairākos piegājienos tiek izmantots paštaisīts koka griezējs, nav nepieciešams vēl vairāk nostiprināt materiāla, no kura izgatavots šāds instruments, struktūru.

Pašdarinātu koka griezēju veidi
Konusveida frēzes, kas tiek apstrādātas ar vidēju līdz lielu ātrumu, tiek izmantotas, lai noņemtu lieko koksni no sagataves gala daļām. Labākais variants šāda veida instrumentu pašražošanai ir griezējs no urbjmašīnas.Šādu griezēju no urbjmašīnas mājās izgatavo šādi: instrumentu griež tuvāk kātam (no puses līdz ceturtdaļai no tā garuma) , tad katra grieztā urbja griešanas mala tiek noslīpēta par 1/2 - 1/3 no tā diametra. Ja griešanas malas ir lielā mērā uzasinātas, tad ne tikai tiks atsegts viņa ķermenis, bet viņš arī zaudēs griešanas īpašības. Ir grūti ar savām rokām atjaunot paštaisītu koka griezēju griešanas malas, kurām ir spirālveida forma.

Gala tipa koka griezēju var izgatavot arī no plānsienu caurules. Kā no šādas sagataves izgatavot griezēju? Jāievēro šādi ieteikumi.
- Par sagatavi tiek ņemts caurules gabals, kura garums ir 15–20 cm.
- Topošās griešanas malas pusē (2-3 cm attālumā no tās) abās caurules pusēs ir izveidotas ovālas rievas.
- Koka griezēja nākotnes griešanas daļai tiek piešķirta koniska forma, tā tiek slīpēta 2-3 ° leņķī.
- Saspiežot sagatavi skrūvspīlē, tās gala daļā tiek izveidots krusta formas iegriezums, kuram izmanto leņķa slīpmašīnu.
- No griešanas daļas sāniem uz sagataves tiek izgrieztas rievas - līdz ovāliem caurumiem.

Izmantojot paštaisītas gala frēzes, kas izgatavotas no plānsienu caurulēm, koka izstrādājumos varat izveidot aklas vai caurumus. Šajā gadījumā žalūziju caurumu iekšējā virsma ir jāpārveido ar kaltu.
Ikviens, kurš vairāk vai mazāk nopietni strādā ar koku, agrāk vai vēlāk nonāk pie secinājuma, ka bez frēzēšanas nav iespējams iegūt kvalitatīvu produktu. Bet par kārtīgu sadzīves frēzmašīnu kokapstrādei maz ticams, ka būs jāmaksā mazāk par 20 tūkstošiem rubļu. Vai šīs izmaksas atmaksāsies un kad? Vai un cik lielā mērā izvēlētais agregāts tiks pielāgots visbiežāk izmantotajām frēzēšanas darbībām? Šādus jautājumus ir ārkārtīgi grūti atrisināt spekulatīvi, un tas ne vienmēr ir iespējams. Izeja ir koka frēzmašīnas izgatavošana ar savām rokām. Tas vismaz ļaus precīzi saprast, ko šī vai cita mašīna var darīt un ko jūs varat darīt ar to. Iespējams, pazudīs nepieciešamība pēc pirkuma – ar paštaisītu pašu gatavotu preci būs jārīkojas gadiem ilgi. Šī raksta materiāls ir paredzēts, lai lasītāju novirzītu tieši uz šādu notikumu pavērsienu.
Kuru darīt?
Materiālu apstrādei tiek izmantotas desmitiem dažādu frēzēšanas operāciju un vismaz duci veidu darbgaldu tiem paredzētas. Mājās ne visi to dizaini ir atkārtojami iesācējiem un vidēja līmeņa amatniekiem. Šajā rakstā nav apskatītas 2 un 3 asu CNC mašīnas (2D un 3D koka frēzes). 2D vai 3D frēzi ir iespējams izgatavot pašu spēkiem (1. poz. attēlā zemāk), taču jau ir diezgan liela pieredze darbā pie vienkāršas mašīnas, ievērojams pasūtījumu apjoms un steidzama nepieciešamība pēc asa. darba ražīguma pieaugums. Tajā pašā laikā jums būs jāapgūst mikrokontrolleru programmēšana, tk. gatavie paraugi ir paredzēti precīzi noteiktas konstrukcijas iekārtai; Būtiskas būs arī soļu motoru un precīzās piedziņas detaļu izmaksas.

Sākumā mājās varat izgatavot mājās gatavotu frēzmašīnu no jebkura no šiem materiāliem. šķirnes:
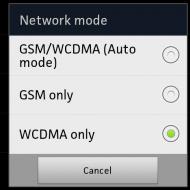
- Horizontāli (2. pozīcija attēlā).
- Vertikāli (3. poz.).
- Kopētājs ar pantogrāfu (2D duplikarver, 4. poz.).
- Tilpuma kopēšanas iekārta (3D duplikarver, 5. poz.).
Rīks…
Viena vai cita veida mašīnas izvēli, protams, nosaka meistara visvairāk izmantotās darba operācijas. Lai konkretizētu to nomenklatūru, vispirms jāizlemj, kuri darba korpusi (griezēji) jums būs visvairāk nepieciešami. Lielākā daļa no tiem ir izmantojami gan horizontālajos, gan vertikālajos darbgaldos.
Korpusa griezēji (1. attēlā) process preim. dēļu taisnas malas: rievas un izciļņi (arī formētās) tiek izgriezti pilnā garumā, tie ir āmuri (formētas noslīpējums). Mašīnas vārpstas montāža čaumalu griezējiem (skatīt zemāk) ir strukturāli visvienkāršākā; tās detaļas var pagriezt 3. kategorijas virpotājs. Nepieciešamā piedziņas jauda darba dziļumam līdz 60 mm no 1,5 kW. Materiāla kvalitāte ir gandrīz jebkura, sākot no neapstrādāta tieši no kokzāģētavas no kokzāģētavas. Vispiemērotākais čaumalu frēzēm ir vertikālais frēzes kokam, skat. zemāk video 4 daļās:
Video: paštaisīta koka frēzmašīna ar čaumalu griezējiem
Ir daudz vairāk griezēju šķirņu ar cilindrisku kātu (piezemēšanās, piezemēšanās), jo to funkcionalitāte ir plašāka. Bet šādam griezējam būs jānoslīpē vārpstas uzgalis ar Morzes konusu patronai; iespējams izmantot arī gatavus vārpstas komplektus no urbjmašīnas.
Sejas dzirnaviņas, piem. Forstnera griezējs (2. pozīcija attēlā iepriekš) ir specializēts instruments; viņi izvēlas apaļus caurumus ar plakanu dibenu plānos dēļos ar dekoratīvu pārklājumu, ko nevar sabojāt. Vai esat kādreiz piekāris durvis pie mēbelēm? To eņģu caurumi tika precīzi izvēlēti ar Forstner griezēju. Materiāla kvalitāte nav sliktāka par kameržāvēšanas 1. pakāpes taisngraudainu koksni. Nepieciešamā piedziņas jauda ir no 150 W. Viņi strādā ar gala frēzēm tikai uz vertikālas mašīnas vai, ar noteiktu prasmi, manuāli.
Piezīme: ir diezgan reāli izvēlēties D32 atveres durvju eņģēm mēbeļu skaidu plātnēs 16 mm biezumā ar Forstner griezēju 170 W skrūvgriežā, es to darīju pats.
Gala (pirkstu) griezējs, poz. 3, var vītņot gan horizontālās, gan vertikālās vārpstās. Galda frēzes izvēlas aklas rievas (nevis visā dēļa garumā) un izgriež tapas galdniecības smailes-rievu savienojumiem. Ērtāk ir strādāt ar gala frēzēm uz horizontālas mašīnas. Vertikāli ir iespējams izvēlēties taisnstūra profila garas rievas (rievas) uz dēļu un siju virsmām. Konusveida gala frēzes (4. atslēga) ir arī specializēts instruments detaļu sagatavošanai detaļu savienošanai. Darbiniet ar konusveida gala frēzēm tikai vertikālā mašīnā. Abiem nepieciešamā piedziņas jauda darba dziļumam līdz 80-100 mm ir no 1 kW. Materiāla kvalitāte ir no 2.gaisa žāvēšanas pakāpes rūpnieciskās koksnes (no kokmateriālu pagalma).
Gala formas (cirtaini) griezēji, poz. 5, arī specializēts, bet ļoti pieprasīts rīks. Tos izmanto, lai formētu (ieskaitot izliektas malas) un izvēlētos jebkuras konfigurācijas formas rievas (dekoratīvās rievas) dēļu virsmās. Piedziņas jauda no 1,2-1,5 kW; materiālu kvalitātes prasības ir tādas pašas kā sejas frēzēm. Apmales veikšanai frēzes uzgaļu var vītni gan horizontālās, gan vertikālās vārpstās; strādāt ar sejām tikai vertikālā virzienā.
Veltņu frēzes (rotācijas frēzes, 6. poz.) var izvēlēties arī profilētas rievas un izraisīt formēšanu gan uz horizontālām, gan vertikālām iekārtām, taču patiesībā tās ir īpašs instruments kopēšanas frēzmašīnām. Prasības materiāla kvalitātei ir augstas, tāpat kā gala frēzēm, bet piedziņas jauda kopētājā var būt no 250-300 vatiem.
Un, visbeidzot, ar riņķveida griezēju (7. poz.) vertikālā frēzēšanas vai urbjmašīnā gandrīz jebkurā ne pārāk biezā materiālā (ieskaitot lokšņu metālu) tiek izgriezti liela diametra apaļie caurumi. Piedziņas jaudas nepieciešamība uz caurumu D200 60 mm ozolkoka dēļā apm. 2-2,5 kW.
... un tā prezentācija
Frēzēšanu var veikt divos veidos: pretfrēzēšana un apgriešana, skat. att. zemāk. Kas attiecas uz koksni, parasto taisngraudu koksni (īpaši - ne pārāk kvalitatīvu gaisžāvētu) frēzē tikai pa ceļam, pretējā gadījumā griezējs var ļoti sašķelt un/vai nobružāt sagatavi. Bet šādā gadījumā ar pārmērīgu padevi pastāv liela iespējamība, ka griezējs izlaidīs sagatavi un sabojās apstrādes profilu. Putekļu, zāģu skaidu un skaidu noņemšana no darba zonas (un tā ir nopietna problēma) uz vertikālās frēzēšanas iekārtas vienlaicīgas frēzēšanas laikā ir sarežģīta, jo Putekļu savācējs (skatīt zemāk) ir jānovieto redzamības laukā frēzes priekšā, un tas aizsedz darba zonu.

Piezīme: uz horizontālās frēzmašīnas nav problēmu ar apstrādes atkritumu izņemšanu caurlaides frēzēšanas laikā, jo putekļi (zāģskaidas) lido uz leju, un putekļu savācēja zvaniņu var novietot tieši uz mašīnas plāksnes (skatiet 2. punktu attēlā sākumā un tālāk).
Pretfrēzēšana dod vislabāko precizitāti un tīrību, bet tikai uz pietiekami kvalitatīviem un viendabīgiem materiāliem. No koka - uz cietas smalkgraudainas kameržāvēšanas koksnes. Apstrādes atkritumu izvešana uz vertikālās frēzmašīnas ir atvieglota, bet uz horizontāla ir apgrūtināta - putekļi un zāģskaidas uzlido. Apstrādājamā priekšmeta noņemšana ir gandrīz neticama, taču pastāv risks, ka griezējs to var sakost. Uzvedības profilu bieži var uzlabot; apēsts un salauzts sagatave ir beznosacījuma laulība.
Motors
Pamatojoties uz iepriekš minēto, ir optimāli veikt frēzmašīnu, ko dari pats ar 1,5-2 kW piedziņu. Iemesls tam, ka tiek ražoti motori līdz šai jaudai t.sk. asinhrons ar kondensatora palaišanu 220 V 50 Hz spriegumam. Tos var iespraust parastajā mājsaimniecības kontaktligzdā, un griešanās virziena pārslēgšana ir bērnišķīgs elektriķa amatiera uzdevums; griešanās ātrums - 700-2850 apgr./min, kas piemērots frēzēšanai. Tāpat ir iespējams izmantot tāda paša veida elektromotoru no veļas mašīnas; šajā gadījumā kļūst iespējams pārslēgt griešanās ātrumu (veļas mašīnu asinhronajos motoros tam ir dažādi tinumi). 2 kW motors nodrošinās apstrādes dziļumu līdz 80-100 mm; ja nepieciešams liels, tad mašīnā būs jāuzstāda trīsfāzu motors pie 380 V 50 Hz no 3 kW, skat. piem. videoklips:
Video: paštaisīta koka vertikālā frēzmašīna
Piezīme: kolektoru motori 1,5-2 kW 220 V 50/60 Hz (piemēram, no citas mazgātāja vai putekļu sūcēja) nav īpaši piemēroti frēzmašīnas darbināšanai - to pārmērīgi mīksto ārējo īpašību dēļ griezējs ar nepilnīgu manuālo padevi sagatave var iestrēgt kokā, saplēst un saplaisāt (ja mitra).
Kurš ir labākais koka maršrutētājs
Tagad mēs zinām pietiekami daudz, lai izvēlētos mašīnas vārpstas rotācijas ass horizontālo vai vertikālo stāvokli. Koksnes horizontālo un vertikālo frēzmašīnu salīdzinošie veiktspējas raksturlielumi ir apkopoti tabulā:

Horizontāli vai vertikāli?
No datu tabulas. no tā izriet, ka ir jēga patstāvīgi veikt horizontālo koka frēzi, ja rodas nepieciešamība pēc masīvas, vienkāršas zāģmateriālu apstrādes no zemas kvalitātes izejvielām. Ne vienmēr pārdošanai; iespējams, jūsu mājas apšuvumam ar koka apšuvumu vai apšuvumu. Ietaupījums būs tāds, ka ir gluži pareizi pirkt firmas rūteri, bet normālam izstrādātājam liekas naudas nav. Vai, teiksim, tas joprojām ir pārdošanā, ja esat individuālais uzņēmējs ar kokzāģētavu un ripzāģi. Salīdziniet tirgus cenas neapstrādātiem un mēles un rievu dēļiem, aprēķiniet rentabilitāti - vai spēle ir sveces vērta?
Sīkāka informācija par vissarežģītāko koka horizontālā frēzes moduli - vārpstas komplektu - izgatavos jebkurš prasmīgs virpotājs, līdzīgi kā tas pats ripzāģa komplekts; strukturāli tie ir vienādi (sk. zīmējumus attēlā; uzmavas gultņi ir iezīmēti sarkanā krāsā).

Bollars, putekļu savācējs un pamatplāksne ir tādas pašas kā vertikālajai mašīnai (skatīt zemāk). Plīts ir vēl vienkāršāka - nav nepieciešams izgriezums motora piekarei ar vibrāciju slāpēšanu. Horizontālā maršrutētāja dabiskā vibrācija ir par vienu pakāpi mazāka nekā vertikālā maršrutētāja vibrācija. Transmisija no motora uz vārpstu arī tos samazina, un tam paredzētie skriemeļi vai ķēdes rati tiks atrasti viņu pašu miskastē vai dzelzs tirgū. Arī esošu ripzāģi var pārveidot par diezgan pieklājīgu koka horizontālo frēzmašīnu, skat. video:
Video: frēzmašīna no riņķveida / ēvelēšanas mašīnas
Vertikāla veidošana
Vertikālajai koka frēzmašīnai ir daudz lielisku funkcionalitāti un tā nodrošina labāku materiālu apstrādes kvalitāti nekā horizontālā. Tieši vertikālās frēzes lielākoties būvē pašmāju amatieri. Tomēr problēma, kā tikt galā ar vibrāciju vertikālā frēzmašīnā, ir daudz akūtāka. Horizontālajā frēzē pārsvarā tiek dotas vibrācijas caur vārpstas bloka pamatni. uz leju un tiek efektīvi amortizēti, atkārtoti atspoguļoti materiāla biezumā, pēc tam vertikālā mašīnā elastīgie viļņi mašīnas plāksnē izplatās galvenokārt uz sāniem. Šajā gadījumā ir iespējama to inerference un stāvošu viļņu parādīšanās ar tāda lieluma antinodiem (foci), ka sagatave tiek izmesta no griezēja. Tāpēc viens no galvenajiem mājas vertikālo dzirnavu projektēšanas uzdevumiem ir mašīnas vibrācijas slāpēšana.
Strukturālā shēma
Vismazāk pret vibrāciju ir pakļautas vertikālās frēzmašīnas ar brīvas (tikai no apakšas fiksētas) frēzes apakšējo piedziņu. Darba korpuss ir uzstādīts tieši uz motora vārpstas. Visa piedziņa ir veidota pēc iespējas izturīgāka pret vibrācijām. Frēzes sitiena ietekmē uz sagataves nelīdzenumiem piedziņa svārstās, šūpojas. Tādā gadījumā elastīgajos viļņos parādās pamanāma šķērsvirziena (vertikāla) komponente, ko efektīvi absorbē gultne, un mehānisko vibrāciju inerciālā absorbētāja lomu spēlē smags motors ar masīvu strauji rotējošu rotoru.
Rūpniecisko un mājās gatavoto mājas vertikālo koka frēzmašīnu ierīce ir parādīta attēlā:

To galvenā atšķirība ir saliekamajā (pacelšanas) aizturē 7. Tā kā amatieru konstrukcijās ar augstas veiktspējas frēzēm netiek izmantotas 5 kW vai lielākas piedziņas, pagrieziena aizturi aizstāj ar pacelšanas aizturi, kas novērš sagataves stumšanu. uz augšu no griezēja. Arī amatieru mašīnai pēc pasūtījuma izgatavots sprauslas adapteris ar Morzes konusu uz motora vārpstas ir tāds pats kā paštaisītai urbjmašīnai. Uz konusa ir uzstādīta standarta patrona cilindriskam kātam. Šajā dizainā ir iespējams izmantot arī čaumalu griezējus: adapteri tiem ar cilindrisku kātu ir pārdošanā vai ir iekļauti griezēju komplektā. Šādas mašīnas svarīgākās strukturālās vienības ir:
- Pamatplāksne - galvenais garenisko (horizontālo) elastības viļņu slāpētājs mašīnā;
- Vibrāciju slāpēšanas piedziņas dēlis;
- Ķemmes pieturas (stop) - slāpē sagataves vertikālās vibrācijas;
- Statiskā sānu pietura - nodrošina pareizu sagataves padevi, un paštaisītā mašīnā ir arī zināma frēzes jaudas regulēšana (horizontālais apstrādes dziļums);
- Putekļu savācējs - noņem apstrādes atkritumus putekļu savācējā.
Pēdējais ir absolūti nepieciešams frēzēšanas laikā, jo griezējs dod vairākas reizes vairāk koksnes putekļu, zāģu skaidas un skaidas, nekā veidojas zāģēšanas laikā. Pamatplāksne visbiežāk tiek veikta kopā ar piedziņas vibrācijas slāpēšanas balstiekārtu. Apmales akmens (rāmis) var būt jebkurš, ja vien plāksne ar pārējām daļām nesabrūk.
Piedziņas plāksne un piekare

Logs (atvere) piedziņas piekarināšanai no mašīnas plāksnes visbiežāk tiek izgriezts kvadrātā (skatiet attēlu labajā pusē), tāpēc mājās ir vieglāk. Taču mašīna, kas darbojas, kratīsies daudz mazāk, ja piedziņas logs būs apaļš. Jebkurā gadījumā motoram nevajadzētu tieši pieskarties plāksnei (atkal skatiet attēlu labajā pusē), pretējā gadījumā tā vietā, lai slāpētu vibrācijas, tās tiks pastiprinātas.
Labākie materiāli plāksnei un piedziņas platei ir šķiedru laminēta plastmasa: tekstolīts, stikla šķiedra ar biezumu 12-15 mm; jo biezāks, jo labāk. Kokšķiedras plātnes un citas masīvas plastmasas ir mazāk piemērotas: tās labi slāpē vibrācijas, bet laika gaitā, motoram uzkarstot, tās deformējas un mašīna zaudē savu precizitāti. Termoreaktīvie lamināti Getinaks uc nav piemēroti: tie ļoti ātri atslāņojas no vibrācijām.
Taču padarīt visu plāksni cietu ir gan neiespējami, gan nepraktiski: tas ir grūti, dārgi, pašas piedziņas vibrācijas tiks brīvi pārnestas uz plāksni. Tikai motora plāksnei ir jābūt izgatavotai no plastmasas, un plāksne ir izgatavota no saplākšņa, kas piesūcināts ar vibrāciju absorbējošu maisījumu un pārlīmēts, un zemas kvalitātes konstrukcija un iepakojums ir derīgi. Plāksni nepieciešams pārlīmēt no vismaz 5 loksnēm, lai blakus esošo ārējo slāņu šķiedras būtu savstarpēji perpendikulāri orientētas.
Shēma standarta 1550x1550x4 mm saplākšņa loksnes sagriešanai loksnēs koka frēzmašīnas pamatplāksnei ir dota pa kreisi attēlā. Horizontālās maršrutētāja plāksnes loksnes tiek izgrieztas bez logiem motoram, bet ar putekļu savācēja ligzdu (skat. augšā un zemāk). Plātnes izmērs līdz 750x500 mm. Lai malās nogrieztu zemas kvalitātes materiālu, ir nepieciešams 50 mm zibspuldze gar loksnes kontūru.

Sākumā 2-3 reizes no katras puses loksne tiek bagātīgi piesūcināta ar celtniecības eko grunti (ūdens-polimēra emulsija), lieliski slāpē vibrācijas. Intervāls starp impregnēšanu ir vismaz 3,5 stundas. Pēc tam loksni izgriež, uz grīdas uzklāj plastmasas plēvi (ne PVC, pielips!). Uz plēves uzliek loksni Nr.1 un ar otu uzklāj plānu vienmērīgu montāžas (pastiprināto) PVA kārtu (labāk - ar "pinkaino" krāsas rullīti); tas pats slānis - lapas Nr.2 blakus pusē. Otu (rullīti un tās paplāti) uzreiz pēc līmes uzklāšanas iemet ūdens spainī un visas līmēšanas beigās nomazgā ūdenī.
Pirms locīšanas loksnes notur 15-20 minūtes (vai saskaņā ar instrukcijām uz līmes iepakojuma), saloka un iztaisno, neatdaloties, lai piedziņas loga malas precīzi saplūstu. Pēc tam tādā pašā veidā tiek salīmētas 3., 4. un 5. loksnes.Visu iepakojumu pārklāj ar plēvi un nokrauj pa visu laukumu ar izkliedētu slodzi 30-40 kg (vislabāk ir sakraut vairāk grāmatu vai žurnālu iesiešanas) . Žāvē vismaz 3 dienas istabas temperatūrā: montāžas PVA ir stingrs, tā lipīgais slānis ir adīts un lieliski absorbē vibrācijas, bet žūst līdz pilnam spēkam ilgu laiku.
Motora balstiekārtas konstrukcija ir parādīta attēlā labajā pusē. Starp motora plāksni un mašīnas plāksni atstājiet 0,5-1 mm atstarpi. No tā nav jātīra zāģu skaidas: tās būs papildu sānu vibrācijas slāpējošs spilvens. Ieteicams atrast motoru ar stiprinājuma pēdām, kas izvirzītas ārpus korpusa izmēra: tad būs iespējams uzstādīt (nevis ātri) griezēja noņemšanu uz augšu. Lai uzstādītu griezēju augstumā, motora stiprinājuma skrūves tiek ņemtas garas, un pats kāts ir uzstādīts, uzliekot tām starp balstiekārtas gumijas spilvenu un motora korpusu, tērauda paplāksnes pārmaiņus ar blīvēm no tās pašas kameras kravas automašīnas. riepas.
Plāksne ar balstiekārtu tiek pārbaudīta ar zīmuli, lai nodrošinātu darba kvalitāti. Ja novietojat to vertikāli 5 cm no kardāna plāksnes malas, tad, kad motors darbojas tukšgaitā, zīmulis nedrīkst nokrist.
Stop un putekļu savācējs
Vienkāršas, bet labas statiskas sānu pieturas zīmējumu ar putekļu savācēja uzliesmojumu skatiet tālāk. rīsi. Materiāls - pārlīmēts saplāksnis no tās pašas loksnes. Caurumus ķemmei un pacelšanas pieturām izurbj 3-5 gabalos: pirmie 50 mm no griezēja izgriezuma malām (taisnstūrveida); pārējais pēc 25-30 mm. Pieturu novietojums tiek izvēlēts atkarībā no sagataves izmēra un tā materiāla kvalitātes. Frēzes sānu pagarinājums nelielā diapazonā tiek regulēts, pagriežot aizturi un nostiprinot to ar skavu.

Putekļu savācējs

Tā kā mājās nav rūpnieciskās pneimatiskās sistēmas ar gaisa paraugu ņemšanu, frēzēšanas putekļi ir jānosūc ar sadzīves putekļu sūcēju. Ja pievienosi to tieši putekļu savācēja uzgalim, vajadzīgā dārgā sadzīves tehnika drīz vien neizdosies. Dārgs, labi tīrāms putekļu sūcējs ar hidrouztvērēju, visticamāk, uzreiz. Tātad, bez putekļu savācēja, putekļu savācējs ir nepieciešams arī paštaisītam koksnes maršrutētājam, caur kuru ir pievienots putekļu sūcējs.
Frēzmašīnas putekļu savācēja ierīce ir parādīta attēlā. pa labi. Tilpums - apaļš plānā no 10-15 litriem (vēlams no 20 litriem). Ideāls variants ir mājsaimniecības spainis ar cieši noslēgtu vāku, kas uzlikts uz blīvējuma un aprīkots ar apkakles aizbīdņiem (abi ir diezgan izpildāmi ar savām rokām).
Ieplūdes savienojums - apm. 20 mm (iekšpusē). Tās gals ir slīps par 45 grādiem un pagriezts par 20-30 grādiem uz āru; uzstādīts 15-20 mm no kuģa sāna (skaitot no caurules ārējās malas). Nosūkšanas savienojums platāks, apm. 30 mm iekšpusē; ir uzstādīts tieši pa konteinera vertikālo asi. Tā selektīvais gals ir sašaurināts līdz 15-20 mm (konuss nav kritisks). Viss kopā darbojas kā ciklons, un gaiss putekļsūcējā ir pietiekami tīrs, lai nesabojātu ierīci.
Piezīme: putekļu savācēja papildu priekšrocība ir tā, ka putekļi no tā ir lielisks pildījums augstas kvalitātes koka špaktelei. Viņai putekļi tiek mīcīti uz PVA (3-4): 1 pēc tilpuma.
Ķemme
Koksnes frēzēšanas mašīnas ķemmes pieturas rasējums ir dots nākamajā lapā. rīsi. Materiāls - masīvs izturīgs smalkgraudains koks (ozols, dižskābardis, riekstkoks) bez defektiem - svītrām, puve, šķērsslānis, mezgli - 20 mm biezi. Ķemmei ir nepieciešams pāris, pa labi un pa kreisi, lai apstrādājamo priekšmetu varētu padot no abām pusēm.

Ķemmes pirmais zobs gar sagatavi (piezīme!) Ir saīsināts par 3 mm. Tas tieši nesaskaras ar sagatavi, bet kalpo kā atsitiena atspere visai korei. Bez tā ķemme var iestrēgt uz sagataves un salūzt.
Formu stiprināšana pie sānu atdures - ar skrūvi ar spārnu uzgriezni caur garenisko rievu (attēlā rievotais caurums); nostiprinot ar nestrādājošu pašvītņojošu skrūvi līdz tai pašai atdurei caur atveri D7. Ķemme tiek novietota darba stāvoklī tā, lai tā pieskartos sagatavei ar visiem zobiem, izņemot pirmo, un tiek fiksēta ar jēru.
Maršrutētāja kopēšanas izveide
Koka kopēšana, frēzējot sagatavi, ir ļoti delikāts jautājums. 2 un 3 koordinātu (2D un 3D) kopēšanas princips ir vienāds: ar kopētāja zondi tie izseko plakana parauga (veidnes) kontūru vai ved pa tilpuma virsmu. Frēzgalvas griezējs precīzi seko zondes kustībai, noņemot lieko koksni no sagataves. Zonde jāvada uzmanīgi un lēni, jūtīgi izjūtot materiāla pretestību: apstrādājamā detaļa nav no zila gaisa. Kopēšanu no koka labāk sākt apgūt ar 2D. Tādā veidā jau ir iespējams labi nopelnīt: plakanas dekoratīvās detaļas ar āmuru, kas vērsts uz vertikāla frēzes, ir ļoti pieprasītas, un tās tiek izgatavotas diezgan ātri. Bet gan 2D, gan 3D kopēšanai nepieciešama speciāla frēzēšanas galviņa.Galva
Kopēšanas frēzgalvas ir pieejamas atsevišķi, taču tās ir dārgas. Jūs varat nomainīt patentēto galviņu ar urbi bez triecienmehānisma: "rievu" urbji nav piemēroti kopēšanai vārpstas komplekta konstrukcijas iezīmju dēļ. Sākumā noderēs jebkurš urbis vai skrūvgriezis, taču labāk ir iegādāties paaugstinātas precizitātes instrumentu. Šāds urbis ir dārgāks par parasto, bet daudz lētāks nekā frēzēšanas galva, un tas nav zemāks par darba kvalitāti. Precīzu urbi ir viegli atpazīt pēc izskata: uz tā korpusa kakla ir metāla apkakle uzstādīšanai urbšanas gultnē zem urbja.
2D
2D kopēšanai uz koka tiek izmantotas iekārtas ar pantogrāfu, darbvirsmu un uzmontētu. Galddatora pantogrāfu ir vieglāk izgatavot ar savām rokām, taču būs grūti sasniegt kopēšanas precizitāti, kas ir labāka par 1 mm. Iekārtā ar uzstādītu pantogrāfu jūs varat burtiski zīmēt un atstāt autogrāfus uz sagataves.
Koksnes 2D kopēšanas frēzēšanas iekārtu ierīce ir parādīta attēlā: darbvirsmas kreisajā pusē; labajā pusē ar uzstādītu pantogrāfu. Pēdējā būtībā ir gravēšanas mašīna. Irbulis šur tur ir adatas formas ar gala izliekuma rādiusu apm. 0,5 mm (gravējot līdz 0,1 mm vai mazāk). Konusveida rullīšu griezējs; uzstādot to citā nobīdē galvas patronā, tiek regulēts izvēlētās rievas platums un dziļums.

Vai jums ir nepieciešami svari?
Zīmēšanas un rasēšanas pantogrāfi ir izgatavoti mērogojami (sk. att.). Koka kopēšana parasti tiek veikta mērogā 1: 1. Fakts ir tāds, ka materiāla pretestības dēļ kļūda, kopējot uz koka, ievērojami palielinās eņģu pretestības dēļ; profesionāla gravēšanas mašīna ir sarežģīta precizitātes dārga vienība. Bet, ja kopēšanas pantogrāfs ir iestatīts uz skalu 1: 1, tiek novērota interesanta parādība: šķiet, ka sitieni eņģēs kompensē viens otru, un kopējā kļūda pretreakcijas dēļ palielinās nenozīmīgi.

3D
3 asu frēzēšanas un kopēšanas mašīnas (duplikarvers) diezgan aktīvi atšķiras instrumentu tirgū, neskatoties uz augstajām cenām. Uz duplikarvera var izgatavot trīsdimensiju parauga kopijas (nav obligāti koka; piemēram, apmetuma), kas, pēc vidusmēra patērētāja domām, māksliniecisko vērtību ziņā nav zemākas par oriģinālu. .
Rūpnīcā ražota duplikarvera ierīce ir parādīta attēlā pa kreisi. Tā kopētājam (frēze + zonde) ir 4 brīvības pakāpes: šūpoties uz augšu un uz leju, uz priekšu un atpakaļ, griezties vertikālā plaknē un pārvietoties pa kreisi un pa labi. Varētu iztikt bez "papildu" brīvības, salīdzinot ar kopētās figūras ģeometrisko izmēru skaitu, ja kopētāja kustības pa visām trim asīm būtu taisnas (kā CNC iekārtās), taču tas ir tehniski sarežģīti un dārgi. Tās pašas brīvības pakāpes var realizēt citā kinemātiskā shēmā, ko izmanto lielākajā daļā paštaisītu dublikātu (attēla centrā).

Pieredzējuši kopētāji strādā ar cilindrisku irbuli un griezēju. Šajā gadījumā veidni apņem pati zondes mala (tās apakšējā gala gredzenveida mala); darba izrādās un acc. griezēja seja. Paraugs un sagatave ir fiksēti tieši vienā pozīcijā uz tieši tiem pašiem balstiem. Darba gaitā tie ir jānoliek uz sāniem un jāapgriež otrādi, katru reizi nostiprinot statīvus precīzi noteiktā stāvoklī vienu pret otru. Tādējādi patiešām ir iespējams precīzi kopēt sarežģītības skaitli, kā tas ir pa kreisi attēlā.
Iesācējiem kopētājiem labāk ir apgūt lietu no mazāk sarežģītiem paraugiem, izmantojot sfērisku irbuli un griezēju, kas atrodas labajā pusē attēlā. Zonde ir jāuzasina pēc pasūtījuma. "Mikronu" precizitāte nav nepieciešama; sfēras vietā zondes galā var karāties piliens. Bet zondes gals mājās jānoslīpē ar smalku smilšpapīru un jānopulē ar filcu vai ādu ar spirtu un GOI pastu. Frēzes diametrs tiek ņemts vienāds ar irbuļa gala diametru, pretējā gadījumā kontūras kreisajā un labajā pusē (augšējā un apakšējā) nesaplūst. Zondes rokturis ir arī labāk noslīpēts no koka, bumbierveida; Ar zondi, kas izgatavota no skrūvgrieža ar rievotu plastmasas rokturi, sagataves materiāla "atsitiens" ir jūtams daudz sliktāk.
Kļūdas dizainā
Ir trīs galvenās kļūdas paštaisītu dublikātu konstruēšanā. Pirmais ir mehānisma nepietiekama līdzsvarošana. Kopētājam darba zonā vajadzētu viegli pārvietoties un sastingt no pozīcijas, kurā tas tika atstāts. Otrais ir kopētājs uz stieņa U formas rāmja vietā, poz. Un att. Stieņa griezes stingrība ir par vienu lielumu (-ēm) mazāka nekā rāmja stingrība; acc. pieaug arī kopēšanas kļūda. Trešais ir kopētāja "piekārtais" horizontālais stienis, poz. B; te jau ietekmē nepietiekamais lieces stingums brīvajam vienā stieņa galā.
1 novērtējums, vidēji: 5,00 no 5)
Frēzes asināšana šādā veidā nepavisam nav grūta, taču iegūtajam izstrādājumam nebūs īpaši labas īpašības un augstas spējas. Neapšaubāmi, karbīda spirālveida griezējs ir daudz pārāks par paštaisīto līdzinieku. Bet par cenu urbis, protams, ir gandrīz simts reižu lētāks nekā astoņu griezējs. Tātad, ja jūs apmierina jūsu produktu ne pārāk augstā kvalitāte, eksperti jau ir izdomājuši, kā vienkārši un ātri pārslīpēt sējmašīnu.
Pirmkārt, mums ir jāsaprot, ko mēs darīsim un ko mēs galu galā varam iegūt. Tāpēc mēs izpētīsim sējmašīnas sekciju griezumā. Sējmašīnas griešanas daļa ir cilindra formas stienis ar divām spirālveida rievām. Caurumu urbšanas laikā no urbuma, kas tiek apstrādāts pa tām, nokrīt skaidas. Katrā pleca rievā ir griešanas mala. Sējmašīnas griešanas daļa sastāv no priekšējās un aizmugurējās virsmas, divas griešanas malas, kas uzasinātas uz divām virsmām konusa formā, ar tiltiņu starp tām 55 grādu leņķī. Darbības laikā visi griezējinstrumenti, arī urbji, uzvedas atkarībā no materiāla, no kura tie izgatavoti, termiskās apstrādes un kādos leņķos tiek asinātas griešanas malas.
Twist urbji tiek plaši izmantoti rūpniecībā. Šo urbju diametrs ir no vienas desmitdaļas līdz astoņdesmit milimetriem. Urbja galvenās daļas ir darba daļa, koniskais vai cilindriskais kāts (ar tā palīdzību urbis tiek fiksēts vārpstā vai patronā) un pēda, kas pilda aiztures lomu urbja izvilkšanai no vārpstas. .
Urbjiem ir dažādi spirāles ieejas leņķi. Jo mazāk sējmašīnas spirāle ir savīta, jo labāks būs griezējs. Un šādu urbi ir daudz vieglāk uzasināt. Turklāt šie griezēji vibrē daudz mazāk.
Aplūkojot griezēja daļu, var redzēt, ka lielākais diametrs ir tikai vienā punktā, caur kuru iet griešanas mala. Jebkurā citā sekcijas punktā tā diametrs ir mazāks par sākotnējo.
Gaisa plūsma caur reljefa rievām neļauj griezējam uzkarst. Aplūkojot apstrādājamo cilindrveida urbumu, kurā notiek frēzēšana, pamanām gaisa kustību, kas labi atdzesē griezējinstrumentu. Frēzes griešanas mala pieskaras darba virsmai tikai vienā punktā, procesam nekas netraucē. Gaisa straumes palīdz arī noņemt sagrieztas skaidas.
Darba sākumā mums ir nepieciešams marķieris marķēšanai. Tā kā mēs apstrādāsim divas identiskas spirāles, vienu no šīm spirālēm pārkrāsosim ar marķieri, lai nepalaistu garām asinot.
Paņemiet urbi un sasmalciniet to pa spirālveida pagriezienu, vienu reizi apejot. Nogriežam daļu metāla, lai rezultātā iegūtu vēlamo profilu. Sasmalcinām ar mazām lentītēm, izveidojot pamatni. Šī darbība ir jāveic bez kļūmēm gan vienā, gan otrajā spirālē. Pārāk sekla griezējs nedarbosies labi.
Darbus veiksim uz sadzīves mašīnas, kas lieliski piemērota mūsu sējmašīnas pārvēršanai par frēzi. Sējmašīnas asināšanas procesā mums tas būs jāsaglabā noteiktā leņķī. Šajā mašīnā mēs to varam izdarīt ļoti vienkārši, atšķirībā no citām mašīnām, kurās vaigs atrodas tālu no apļa. Sējmašīnu uz tiem nevarēs novietot vēlamajā leņķī pret disku.
Sīkāk apskatīsim sējmašīnas spirālveida rievu griešanu pamatnei. Kad mēs uzstādām urbi apstrādei, mēs to novietojam uz malas tā, lai mūsu nākotnes griezējs pieskaras diviem punktiem. Tad varēsim novērot, kurā grieztās spirāles punktā akmens pieskaras. Mainot leņķi uz asāku, pieskāriena punkts virzīsies uz griešanas virsmu. Mēs nedrīkstam to sasniegt bez papildu caurlaidēm. Sējmašīna ir jānovieto pēc iespējas asākā leņķī. Novietojot horizontāli, aizmugure tiks atbalstīta.
Asināšanas process notiek saskaņā ar šādu shēmu. Nospiežot urbi ar pirkstu, mēs to vairākas reizes pārvietojam uz priekšu un atpakaļ. Tā kā asināšanas laikā mala kļūst ļoti asa, var tikt savainoti pirksti. Tāpēc sagatavojieties iepriekš. Jūs varat pasargāt savu roku no brūcēm, vispirms aptinot vairākas kārtas ģipša un elektriskās lentes ap pirkstu, ar kuru jūs turēsit urbi. Tāpat kā aizsardzības variants der uzpirkstenis vai kas tamlīdzīgs.
Pašā sākumā ar marķieri nokrāsojām vienu no rievām, otru atstājot baltu, nekrāsotu. Kāpēc mēs to darījām? Lai vienmērīgi un efektīvi slīpētu spirāles. Vispirms slīpēsim nekrāsoto rievu. Tad zem tā paša slīpuma apstrādāsim arī ar melnu marķieri iezīmēto rievu. Metāls tiks noņemts precīzāk no abām pusēm. Pēc tam mainām asināšanas leņķi, un atkal asināsim balto rievu un pēc tam melno, nemainot leņķi.
Rotējot sējmašīnu, vienlaikus asinot to zem griezēja, nekad nemēģiniet noslīpēt griešanas virsmu no sākuma līdz beigām. Visu griešanas malu nevar pareizi uzasināt. Darbam nav nepieciešama visa darba virsma. Asinot, šis urbis kļūs vājāks, un saņemtais griezējs nav pietiekami ciets. Darbības laikā griezējs sāk karāties un svilpt. Apstrādes laikā materiālu satver vaļīgs griezējs. Virsmas būs nelīdzenas un materiāls vietām būs izplēsts.
Tas nozīmē, ka iegūtā frēze var frēzēt ar kļūdu 0,5–1 mm, un izstrādājums būs nepilnīgs vai kopumā bojāts. Tāpēc nemēģiniet apstrādāt sējmašīnu pēc iespējas vairāk visā tās garumā. Asinot vēl ir jānogriež 2-2,5 cm no urbja garuma. Bet tā tam vajadzētu būt. Noderīgs padoms: sagatavojiet tvertni ar ūdeni, lai atdzesētu sējmašīnu, jo tas kļūs ļoti karsts.
Tātad, iestatiet pieturu nelielā leņķī. Tas ļaus mums mainīt asināšanas leņķi plašā diapazonā - no 0 vai vairāk. Mēs sākam asināt no baltās malas. Process sākas aptuveni sējmašīnas redzamās malas centrā. Uz pieturas ar zīmuli vai marķieri uzvelciet līniju, ar kuru mēs apvienojam urbja asinātās spirāles sākotnējo līniju. Rotējot sējmašīnu, mēs to asinām no sākuma līdz beigām, izmantojot apli spirāles asināšanas leņķī. Mēs mainām sējmašīnas slīpuma leņķi uz leju vai prom no pieturas un atkal asinām visas izvirzītās malas.
Pēc tam mēs asinām darba malu, stingri nespiežot to pret pieturu. Tajā pašā laikā sējmašīnas materiāls gandrīz netiek noņemts. Ja tiek pagriezta griešanas mala, tad griežot mēs to uzreiz noteiksim pēc skaidu parādīšanās nevis aiz vai zem griezēja, bet gan uz priekšējās virsmas. Sējmašīna nebūs labi uzasināta visā garumā, bet tikai tā vidusdaļā. Izmantojot marķieri, atzīmējiet līniju, no kuras tika veikta vienmērīga asināšana, un nogrieziet sējmašīnas galu, kas nav ideāli apstrādāts.
Pēc apgriešanas iegūtā jaunā griezēja gals ir jānoasina. Uz pieturas mēs pievienojam nelielu koka dēļa vai saplākšņa gabalu, kas sagriezts leņķī. Gar to mēs izlīdzinām griezēja leņķi, asinot divus asus galus. Mēs piespiežam griezēju vispirms ar vienu pusi, bet pēc tam ar otru pie koka, asinot abas ūsas.
Pašdarināts koka griezējs ir metāla ierīce, kas nedaudz atgādina disku ar īpašu zobainu malu. Šis rīks ir paredzēts tikai koka, metāla un plastmasas virsmām. Mūsdienu pasaulē ir arī gadījumi, kad cirkulācijai nepieciešams griezējs, taču šobrīd pie rokas nav piemērota instrumenta. Šajā situācijā var palīdzēt koka frēze, kas tiek izveidota pašu spēkiem.

Kā ar savām rokām izgatavot griezēju
Šis rīks, kas izstrādāts atbilstoši izmēriem, var atrisināt jebkuru problēmu. Turklāt šis rīks kļūs vienkārši par neaizvietojamu atribūtu un ieņems nišu ar visiem citiem tikpat cienīgiem instrumentiem.

Visiem paraugiem, kas ir izveidoti ar savām rokām, nav gultņu, un, lai tos izmantotu pilnvērtīgi, jums būs nepieciešami papildu atribūti.
Pirms sākat izgatavot šo rīku, jums jābūt gatavam tam, ka būs ļoti grūti pašam izgatavot šo vai citu griezējinstrumentu. Ja tomēr esat gatavs saskarties ar šādām grūtībām, tad jums jāzina, ka jums būs rūpīgi jāizlemj par metāla izvēli, jāizvēlas nepieciešamais aprīkojums, kā arī ļoti rūpīgi un detalizēti jāizpēta nepieciešamā informācija par ražošanas tehnoloģiju.
Atkarībā no tā, kā tieši jūs gatavojaties izmantot tādu rīku kā paštaisīts griezējs, jums jāzina, ka tie var būt gan gals, gan apvalks. Kas attiecas uz čaulas griezēju, tas ir jānostiprina ar vārpstas ierīci, un gala frēzēm ir tā sauktā astes daļa, kas ļauj fiksēt izstrādājumu visās mašīnas patronās vai ar rokām izgatavotās frēzēs.
Mūsdienās visbiežāk tiek izmantotas paštaisītas gala frēzes. Ir ierasts tos izgatavot no pietiekami izturīga augstas kvalitātes tērauda. Jāatceras, ka tā griešanas daļai jābūt leģētai.
Atpakaļ uz satura rādītāju
Kas jums ir nepieciešams, lai strādātu

Kādi atribūti ir nepieciešami, lai izgatavotu mājās gatavotu griezēju? Lai izgatavotu šo ierīci ar savām rokām, jums būs nepieciešami šādi materiāli un instrumenti:
- speciāli izstrādāts elektriskais asināmais;
- īpašs griešanas disks, kura biezumam jābūt vismaz 4 cm;
- akmens;
- serde un urbis;
- urbis, kuram ir īpaši uzgaļi, kas izgatavoti tikai no cieta tērauda;
- īpaša dimanta vīle ar nedaudz pusloku formu.
Sākot darbu, jums būs jāizgriež īpašs disks, izmantojot nogriezto apli, kas atrodas uz paša griezēja asmens. Šī diska diametram jābūt vismaz 78 mm. Atcerieties, ka šo darbību nevarēsiet pabeigt uzreiz, tāpēc darbs nekavējoties jāsadala vairākos posmos.
Tādējādi diezgan nelīdzenam daudzstūrim pakāpeniski jāpārvēršas par apli bez stūriem. Pēc tam būs nepieciešams atzīmēt tā centru.
Atcerieties, ka ir kategoriski neiespējami veikt visa veida pasākumus, lai termiski apstrādātu un sacietētu paraugu, kas iznāca no jums. Fakts ir tāds, ka sava darba rezultātā jūs varat vienkārši pasliktināt šī griezēja dažādo veiktspēju.
Atpakaļ uz satura rādītāju
Galvenie darba posmi instrumentu izgatavošanā
Pirms darba uzsākšanas ir nepieciešams sadalīt visus posmus kārtībā.
Lai griezējs izveidotu caurumu tieši vidū, ar pietiekami jaudīgiem, virzošiem sitieniem ir jāizdara centrālās rievas štancēšana. Galvenais ir atcerēties, ka vispirms tas jādara no vienas puses, bet pēc tam no otras puses. Šādas darbības jāveic līdz brīdim, kad sākat pamanīt dažu plaisu veidošanos ap centru.

Kad pirmais solis ir pabeigts līdz beigām, jums būs nepieciešams veikt īpašu urbi, kam ir diezgan ciets pamats. Pateicoties šādai urbjmašīnai, būs iespējams ļoti ātri un pēc iespējas precīzāk izveidot nepieciešamo urbumu esošās daļas pašā centrā. Dažādus iedobumus, kas izveidojušies urbuma veidošanas rezultātā, var noņemt, izmantojot speciālu dimanta pusloku vīli.
Pēc tam disks ir jācirkulē. Šis disks ir uzstādīts un cieši pieskrūvēts uz molberta virsmas. Pietiekami lēni griežot šo disku ar vienu roku, nepieciešams pārbaudīt ekscentriskumu.
Ja tā rādītāji ir lielāki par 1 mm, tad ir nepieciešams uzzīmēt precīzāku kontūru, izmantojot stingru fiksētu zīmuli.
Fakts ir tāds, ka šis paraugs ļoti palīdzēs izlabot paša izstrādājuma konfigurāciju. Pēc tam jūs varat pāriet uz visas ārējās diska malas dizaina pēdējo posmu, mašīnā to var izdarīt, pateicoties īpašam slīpēšanas stienim.
Pēc tam, izmantojot speciāli izstrādātu griešanas riteni, uz asināmā ir īpaši jāizgriež visi nepieciešamie zobi. Visu veidojošo elementu skaitam jābūt 20. Lai nedaudz atvieglotu darbu, diskam jābūt marķētam ar nepieciešamo atzīmju skaitu. Pusapaļas kabatas jāveido, noapaļojot ar speciāli izstrādātu stieni.
Atcerieties, ka nepieciešamajam šo spraugu slīpuma leņķim jābūt ne vairāk kā 30 °, un to dziļumam jābūt vienādam ar 5 līdz 7 mm. Tas palīdzēs jums veikt nepieciešamo un pareizu griezēja virzienu.
Atcerieties, ka, lai izvairītos no diska iestrēgšanas nepieciešamās un obligātās zāģēšanas laikā, sākotnēji ir jāveic esošo zobu elektroinstalācija.
Šī darbība jāveic ļoti piesardzīgi. Fakts ir tāds, ka esošais tērauds atšķiras ar trauslo pamatni. Tā rezultātā daži zobi var vienkārši nolūzt.
Kad visi pamata darbi būs pabeigti, griezējam būs jāpiešķir gludāka pamatne. Visu esošo zobu malu izlīdzināšanu var veikt pavisam vienkārši, šim nolūkam iegūtā griezēja rotācijas laikā ir nepieciešams nedaudz nospiest bloku no abām pusēm.
Vissvarīgākais mērķis, ko veic šāda veida paštaisītās frēzes, ir griešanas dēļi, kuru biezums būs aptuveni 20 mm.
Ja ir vēlme un vēlme kaut ko darīt pašam, tad zini, ka nekad nav par vēlu sākt eksperimentēt.
Šajā video pamācībā ir parādīts, kā no urbja izgatavot griezēju, analizētas abu instrumentu atšķirības, katra no tiem priekšrocības un trūkumi. Šīs metodes atkārtojamības rezultāts ar savām rokām ir ļoti labs, taču negaidiet no iegūtā produkta nekādas pārdabiskas spējas, tomēr karbīda spirālveida griezējs ir daudz labāks. Lai gan no otras puses, urbis maksā 20 rubļus. Frēze astoņi apmēram pusotrs tūkstotis. Tāpēc tas ir jūsu ziņā. Meistara uzdevums ir parādīt, kā to izdarīt vieglāk.
Šajā ķīniešu veikalā ir preces amatniekiem.
Jums jāsāk ar marķieri. Vispirms uzasināsim divas identiskas spirāles, un, lai nemaldītos, ir jāatzīmē viena spirāle ar marķieri. Jums ir jāsaprot, kādas darbības ir jāveic un kāds rezultāts ir nepieciešams. Apsveriet, kāda ir griezuma sadaļa. Tie ir izgatavoti no cilindra, tiem ir vienādi padziļinājumi, kas nodrošina griešanas malu. Sējmašīnai blakus ir plaukts. Šī ir jebkura šāda instrumenta cilindriskā daļa. Tālāk seko pakāpiens un cilindriskā daļa.
Ja ņemam vērā griezēju, tad tā maksimālais diametrs ir tikai vienā punktā. Šī ir visprogresīvākā. Turklāt jebkurā sadaļas punktā rādiuss vai diametrs ir mazāks.
Starp citu, skatieties video par šo meistaru.
Kam paredzēts atbalsts?
Gaisa plūsmas, kas iziet cauri, labāk atdzesē griezēju. Ja ņemam cilindrisku caurumu, kurā notiek rotācija, tad šeit notiek gaisa kustība, darba virsma ir labāk atdzesēta. Otrkārt, visprogresīvākā. Te nekas netraucē cirst, mums ir tikai viens saskarsmes punkts. Virpuļstrāvas atvieglo mikroshēmu evakuāciju.
Ja ņemam urbi un slīpējam pa spirāli, vienā piegājienā noņemam slāņus, līdz sasniedzam vēlamo profilu. Mēs noņemam mazās svītrās un izveidojam pamatni. Tam jābūt vienā pusē un otrā pusē.
Apsveriet mašīnu. Tas ir paredzēts ikdienas lietošanai, bet tas ļoti labi darbojas griezēju asināšanai. Šeit urbis ir jātur noteiktā leņķī, un šajā gadījumā nekas netraucē. Citās iekārtās šis vaigs atrodas tālāk no akmens, tur to nav iespējams pilnīgi maigi novietot pret akmeni.
Kā tiek izgrieztas spirālveida rievas pamatnei
Ja pievienojam urbi, novietojiet to tā, lai tas pieskaras diviem punktiem šajā malā. Varam redzēt, kurā griezuma punktā akmens ir pieskarties. Ja mainām leņķi uz seklāku, tad saskares punkts tiek novirzīts uz griešanas malu. Jums nevajadzētu nekavējoties tuvoties viņai. Sējmašīnas novietojums ir jāiestata pēc iespējas maigi. Arī atkarībā no slīpuma. Ja tas ir novietots horizontāli, aizmugure ir nospiesta.
Mēs asināsim šādi. Ar pirkstu spiedīsim urbi un vilksim, spiedīsim un vilksim. Bet tā kā maliņa ir uzasināta un nospiesta ar pirkstu, tad tā griež pirkstu. Aptiniet lenti vai lenti, lai aizsargātu pirkstus.
Kam paredzēta viena rieva melna un viena balta? Vispirms slīpējam balto rievu, tad melno tādā pašā leņķī. Tas nodrošinās vienmērīgu malu nolobīšanos. Tad mēs iestatām leņķi, atkal sasmalciniet balto rievu. Tālāk - melns.
Rotējot sējmašīnu tik ilgi, kamēr pirksti ir gari, nevajadzētu censties asināt visu griešanas malu. Tomēr jūs nevarēsit strādāt ar darba garumu. Turklāt tas vājināsies un iegūtais griezējs būs ļoti mīksts, tas dziedās, vibrēs. Tajā pašā laikā atlēciena dēļ tas sāk grābt materiālu.
Turpinājums kanāla video no 8 minūtēm.
Saistītie raksti