
बिना अतिरिक्त विवरण के कॉलर-गर्दन कनेक्शन। हल्के कॉलर सिलाई प्रौद्योगिकी
कंधे सिवनी उपचार
कंधे के वर्गों का कनेक्शन एक जिम्मेदार ऑपरेशन है, क्योंकि किसी व्यक्ति के आंकड़े (उत्पाद की समग्र शेष राशि) पर उत्पाद की प्रसंस्करण उनके प्रसंस्करण पर निर्भर करती है। कंधे के वर्गों को जोड़ने के दौरान, शेल्फ और पीठ को सामने के किनारों के साथ, कंधे के वर्गों के बराबर, सटीक रूप से गर्दन के कोनों को संयोजित करने के साथ-साथ शेल्फ के कोनों और हाथ खोलने से वापस जोड़ दिया जाता है। कटौती और नियंत्रण नोटों के गैर-संरेखण में समग्र संतुलन में असंतुलन होता है। प्रशिक्षण उद्देश्यों के लिए, कंधे के हिस्सों को पीठ के पीछे से धीरे-धीरे 1.5-2 सेमी लंबा होता है, कटौती 0.8-0.9 सेमी से निकलता है और गर्दन के कोण से शुरू होने वाले बैकस्टेस्ट फिट को 1.5-2 सेमी लंबा होता है, 3 से 4 सेमी तक armhole तक पहुंचने के बिना। इस खंड के केंद्र में एक बड़ी लैंडिंग किया जाता है। ब्लेड के क्षेत्र में आकृति फिट करने के लिए लैंडिंग की आवश्यकता होती है। रोपण की मात्रा उत्पाद डिजाइन, कपड़े संरचना और ग्राहक के आकार पर निर्भर करती है। लाइन की शुरुआत और अंत में बार्टैक के साथ स्वीप कंधे, साथ ही फिट को सुरक्षित करने के लिए ताकि यह हिल न सके। फिर उत्पाद को श्रमिकों में संस्कार में कटौती और लैंडिंग को समायोजित करने के साथ टेबल पर रखा गया है; उसी समय, लोहे को 2-3 सेमी से अधिक कटौती से परे नहीं जाना चाहिए। निष्पादन की सुविधा के लिए, पीठ पर लैंडिंग को टक के साथ प्रतिस्थापित किया जा सकता है।
सिलाई के किनारे से सिलाई कंधे सीम 1 सेमी चौड़ी सीम के साथ शुरूआत और सिलाई के अंत में बार्टैक के साथ। स्वीप थ्रेड हटा दिए जाते हैं, सीम को गीला कर दिया जाता है और एक विशेष ब्लॉक पर दबाया जाता है। सीम के अनावश्यकता के पीछे लैंडिंग के sloughing के साथ है। पिलिंग के परिणामस्वरूप बल्ले को लोहे के किनारे से ब्लेड के किनारे बदल दिया जाता है, गर्दन खींचने के बिना।
जब कपड़ों के कंधे के बड़े पैमाने पर उत्पादन अलमारियों के किनारे से 1 सेमी की सीम चौड़ाई को साफ किए बिना पीसते हैं।
मॉडल के आधार पर, कंधे के टुकड़ों को सिलाई के साथ छिड़काया जा सकता है, फिर पूर्ववत करने के बाद, कंधे की सीम पीठ की दिशा में लोहे की जाती है, उन्हें देखा जाता है, और सामने की तरफ से वे मॉडल के आधार पर चौड़ाई के साथ फिनिशिंग लाइन को ट्यून करते हैं।
कंधे के वर्ग पीसते समय उत्पाद की समग्र शेष राशि के उल्लंघन के मुख्य कारण निम्नलिखित हैं:
1) गर्दन के कोनों के गलत कनेक्शन (यदि कंधे के वर्गों के संबंध में शेल्फ की गर्दन से कोण गर्दन की ओर जारी किया जाता है, तो नीचे के अलमारियों को अलग कर दिया जाएगा, और निचले हिस्से में पीठ आकृति के पीछे पीछे हट जाएगी; तो विपरीत होगा: नीचे अलमारियों की आवश्यकता से अधिक जाना होगा, और पीठ आंकड़े पर आराम होगा);
2) गलत कंधे के टुकड़े (अगर शेल्फ के कंधे सेक्शन को पीछे के हिस्से के पीछे कंधे के सीम की पूरी लंबाई के साथ ले जाया जाता है, तो पीछे बढ़ाया जाता है और शरीर के नीचे होता है, और अलमारियों को एक दूसरे के साथ जरूरी होता है; यदि पीछे के कंधे सेक्शन को अनुभाग से बाहर ले जाया जाता है अलमारियों, फिर पीठ को छोटा कर दिया जाता है, नीचे दिए गए आंकड़े से दूर चला जाता है और अलमारियों को खींचता है, जिससे शेल्फ नीचे गिर जाते हैं)।
कॉलर के लक्षण
उत्पाद में कॉलर में उपयोगितावादी और सजावटी उद्देश्य होता है। रूप में, वे विविध हैं और पांच मुख्य समूहों में विभाजित हैं:
1) शीर्ष पर एक फास्टनर के साथ उत्पादों को कॉलर;
2) एक फास्टनर के साथ एक लैपल (कॉलर शाल और जैकेट प्रकार) के साथ उत्पादों को कॉलर। इन कॉलर की एक विशेषता विशेषता यह है कि कॉलर स्टैंड की घुमावदार रेखा लैपल की घुमावदार रेखा की निरंतरता है। प्रस्थान की चौड़ाई और कॉलर के सिरों के आकार को लैपल के आकार और आकार के साथ गठबंधन किया जाना चाहिए;
3) स्टैंड-ऑफ कॉलर;
4) अलमारियों और पीठ के साथ स्टैंड-अप कॉलर;
5) शीर्ष पर और लैपल (फंतासी, मुलायम drapery, आदि के साथ) के लिए एक फास्टनर के साथ उत्पादों के लिए विभिन्न कॉलर।
उपस्थिति में, कॉलर के आकार के आधार पर, एक आंतरिक अदृश्य भाग होता है - एक स्टैंड और बाहरी दृश्य भाग - उड़ना। निर्दिष्ट भागों को रैक की घुमावदार रेखा से विभाजित किया जाता है। प्रसंस्करण के दौरान, कॉलर को घनत्व, स्थिरता और लोच प्रदान करना आवश्यक है। कॉलर मुहर को थ्रेड या गोंद प्रक्रिया में गैस्केट के साथ नीचे कॉलर के संयोजन से प्राप्त किया जाता है। प्रस्थान के स्लाइस और कॉलर के सिरों को एक राउंड सीम या हेम में एक सीम के साथ संसाधित किया जाता है जिसमें मैनुअल सिलाई, एक ज़िगज़ैग सिलाई, एक गुप्त सिलाई की एक विशेष मशीन या चिपकने वाली विधि के साथ उपवास होता है। स्तंभों के साथ उत्पादों के अपवाद के साथ, कॉलर के साथ एकल किनारे के साथ, एकत्रित उत्पादों के साथ कॉलर को जोड़ने की अनुशंसा की जाती है। डेमी सीजन कोट के कॉलर में शीर्ष कॉलर, नीचे और अस्तर शामिल होता है। काटने के लिए नियम और वार्प थ्रेड की दिशा क्लॉज 4 में निर्दिष्ट है।
लोअर कॉलर प्रसंस्करण
निचले कॉलर के हिस्सों को रैक के टुकड़े से अंदर और बराबर का सामना करना पड़ता है। भागों को एक सीवन 0.5 से 0.7 सेमी चौड़ा सिलाई के साथ सिलाई जाती है, और बीच की सीम की चौड़ाई 1 सेमी होती है। फिर सीम दबाए जाते हैं। साथ ही साथ सीमों के अनजान होने के साथ, निचले कॉलर को नष्ट करने के लिए लोहे का कपड़ा लोहे (कपड़े की compaction)। गैसकेट के हिस्सों को खुले कटौती या बट-सीम के साथ एक ओवरलैप्ड सीम से जोड़ा जाता है, जो उन्हें रैक के कट के खिलाफ बराबर करता है। कॉलर गैस्केट इस्त्री टेबल पर कार्यकर्ता के लिए खड़े होने के साथ, गीले और लोहे के उद्देश्य के लिए लोहे के साथ रखा जाता है। निचले कॉलर के साथ गैस्केट विभिन्न तरीकों से जुड़ा हुआ है: मैनुअल, मशीन और चिपकने वाला।
मैनुअल मोड प्रशिक्षण उद्देश्यों के लिए, निचले कॉलर के साथ पट्टी हाथ के सिंचन (चित्र 48, ए) के साथ जुड़ी हुई है। गलत तरफ से नीचे कॉलर पर मध्य रेखा के संयोजन के साथ एक गैसकेट लगाया। कताई कॉलर के बीच से शुरू होती है जिसमें 1-1.5 सेमी की लंबाई के साथ स्लैंटिंग सिलाई की मैन्युअल क्लिटिंग लाइनें होती हैं। बीच में पहली पंक्ति रखकर, कॉलर के बाएं सिरे को कॉलर स्ट्रिप की नि: शुल्क व्यवस्था के साथ मोड़ दिया जाता है और 0.7 और 0.8 सेमी के बीच की दूरी के बीच दूरी के साथ छिद्र जारी रहता है धीरे-धीरे कॉलर कताई। कॉलर के प्रस्थान के प्रसंस्करण विधियों और गर्दन के साथ कनेक्शन के आधार पर, क्विल्टिंग लाइन 1.2 सेमी की दूरी पर स्टैंड सेक्शन और प्रस्थान तक पहुंचने के बिना समाप्त होती है। कॉलर के बाएं आधे भाग को खत्म करने के बाद, यह चालू हो गया है और दाहिनी आधा उसी तरह रजाई जाती है। Quilting जब, lapels quilting के लिए निर्दिष्ट नियमों का पालन करना आवश्यक है (देखें Ch। 1, पृष्ठ 8)।
मशीन मोड एक गुप्त सिलाई की मशीन पर नीचे कॉलर के साथ बिछाने का कनेक्शन। Quilting panty के पक्ष से बाहर किया जाता है, कॉलर के आवश्यक आकार बनाने के लिए इसे नीचे सेट। इसकी लंबाई के साथ संकीर्ण निचले कॉलर रजाई रेखाएं (चित्र 48, बी)। पहली पंक्ति स्टैंड से 1.2 सेमी की दूरी पर स्टैंड के किनारे के समानांतर रखी जाती है, शेष 0.5 - 0.7 सेमी के बीच की दूरी के साथ पहले समानांतर होते हैं। अंतिम पंक्ति का स्थान प्रस्थान प्रक्रिया के तरीके पर निर्भर करता है।
वाइड निचले कॉलर ट्रांसवर्स दिशा में सिंचन के साथ सिलाई होते हैं (चित्र 48, सी)। पहली पंक्ति मध्य सीम लाइन के साथ रखी जाती है, सभी बाद की रेखाएं आकार के आधार पर एक दूसरे से दूरी पर 1.5 - 2 सेमी या 3 - 4 सेमी के बराबर होती हैं। प्रारंभ में, quilting मध्य से एक, और फिर दूसरी तरफ किया जाता है। रैक के टुकड़े की दूरी 1.2 सेमी है, प्रस्थान के टुकड़े के लिए, इसकी प्रसंस्करण की विधि के आधार पर।
स्टैंड के किनारे टैक्स के साथ कॉलर में, टैक्स को गैस्केट के साथ नीचे कॉलर को जोड़ने के बाद पीस लिया जाता है, फिर अतिरिक्त कपड़े काटा जाता है, जिससे एक सीवन भत्ता छोड़ दिया जाता है। सीम से गैसकेट नक्काशीदार है, डार्ट्स के सीम दबाए जाते हैं।
पीसने और विशेष मशीनों पर नीचे कॉलर के साथ गैस्केट का कनेक्शन। इस विधि का उपयोग स्टैंड-अप कॉलर के लिए किया जाता है, जिसके लिए रैक की कठोरता और प्रस्थान की नरमता की आवश्यकता होती है। पहला रजाईदार स्टैंड, और फिर प्रस्थान (चित्र 48, डी)। रैक की साइट पर, नीचे कॉलर से लाइनों को विभाजित करके गास्केट ग्राइंडर से जुड़े होते हैं। गैसकेट से मशीन सिलाई सिलाई पर रजाईदार निचले कॉलर से उड़ें।
चिपकने वाला तरीका। निचले कॉलर के साथ चिपकने वाला गैसकेट के कनेक्शन के लिए निचले कॉलर, गैसकेट और भागों के स्थान की सटीक आकार की आवश्यकता होती है। संलग्न करते समय, ऊपरी कॉलर को प्रस्थान और अंत में निचले कॉलर से कनेक्ट करने के तरीके और गर्दन के साथ निचले कॉलर के कनेक्शन को ध्यान में रखा जाता है। इसलिए, जब दूर होकर समाप्त होता है, तो गैस्केट के कट को निचले कॉलर (सीम की चौड़ाई) के कटौती तक 0.7 सेमी तक नहीं पहुंचना चाहिए। फ्लेक्सियन में प्रस्थान और सीम के सिरों को संसाधित करते समय, गैसकेट को निचले कॉलर के कटौती के लिए तय किया जाता है। स्टैंड स्टैंड के साथ कट से 1 - 1.1 सेमी दूर रखा जाना चाहिए, अगर कॉलर एक स्थायी सीम से जुड़ा होगा, या कॉलर को पैच सीम से कनेक्ट होने पर 0.1-0.2 सेमी की दूरी पर जोड़ा जाएगा।
चिपकने वाला कोटिंग वाले कपड़े के निचले कॉलर का गैस्केट दो भागों में भी काटा जाता है और निचले कॉलर से कनेक्ट होने से पहले भागों में शामिल नहीं होते हैं। निचले कॉलर के गलत पक्ष पर कटौती की समानांतर व्यवस्था के साथ गैसकेट चिपकने वाली परत का हिस्सा लगाया जाता है, जो कॉलर को संसाधित करने और गर्दन के साथ इसके संबंध (छवि 48 ई) को ध्यान में रखते हुए ध्यान में रखता है। नीचे कॉलर के साथ गोंद पैड एक प्रेस या लोहे से जुड़ा हुआ है। निचले कॉलर को आवश्यक आकार देने के लिए, यह एक टुकड़े से कटा हुआ है और उल्लिखित रेखाओं के साथ काटा जाता है। उथले निचले कॉलर के कपड़े के शीर्ष के किनारे से उथले होते हैं, इसे कार्यकर्ता को रैक के टुकड़े के साथ रखा जाता है। चॉक लाइन बारीक पॉलिश चाक के साथ लागू होते हैं। ट्रिमिंग कैंची या विशेष मशीन पर, चाक लाइनों को काटकर किया जाता है। साथ ही, गर्दन से कनेक्ट करने के लिए निचले कॉलर के स्टैंड पर आवश्यक नियंत्रण संकेत लगाए जाते हैं। रैक के पार अनुभाग के साथ गैस्केट 1.2 सेमी के बराबर संयुक्त सीम की चौड़ाई में कटौती की जाती है, और कट ऑफ के साथ और सिरों के साथ 0.5-0.7 सेमी (गैसकेट सीम में नहीं आना चाहिए)। निचले कॉलर पैच ओवरले के हिस्सों को एक खुले कट के साथ जोड़ने पर गैस्केट को शीर्ष के कपड़े के कट के सापेक्ष 0.1 - 0.2 सेमी तक काटा जाता है।
नीचे ऊपरी कॉलर का कनेक्शन
निचले कॉलर के आकार के अनुसार आवश्यक आकार को निर्णायक और देने के लिए ऊपरी कॉलर को गीला और लोहा से लोहा जाता है। व्यक्तिगत उत्पादन में, निचले कॉलर के आकार पर ध्यान केंद्रित करते हुए, प्रत्येक कॉलर को अंदर से अलग से छिड़काया जाता है। बड़े पैमाने पर उत्पादन में, ऊपरी कॉलर 7 से 10 इकाइयों के छोटे पैक में तब्दील होते हैं। सीमू साइड अप, टेम्पलेट पर कटिंग मशीन पर क्लिप को फास्ट करें और कट करें। ऊपरी कॉलर प्रस्थान पर निचले हिस्से से और अंत में किनारों को प्राप्त करने, किनारों के चारों ओर झुकने और कॉलर के आकार के अनुसार भागों की सही स्थिति बनाने के लिए आवश्यक राशि से अधिक होना चाहिए। भत्ता का आकार कपड़े मॉडल की मोटाई और संरचना पर निर्भर करता है, और प्रत्येक उत्पाद के लिए अलग से निर्धारित किया जाता है।
कॉलर निचले भाग पर ऊपरी कॉलर की प्रारंभिक छाती के साथ पीसते हैं, और इसके बिना। बेस्टिंग के बिना कॉलर पीसने की अनुमति है बशर्ते अच्छी गुणवत्ता प्रसंस्करण सुनिश्चित हो। शीर्ष कॉलर को नीचे एक तरफ दो तरीकों से चिह्नित किया जाता है: हाथों के सिलाई या विशेष वाहन पर।
बेस्टिंग करते समय  मेज पर रखे हाथ के सिंचन को कम कर दिया जाता है, कार्यकर्ता को काट दिया जाता है और ऊपरी कॉलर चेहरे के साथ इसे कवर किया जाता है ताकि ऊपरी कॉलर खंडों में निचले भाग 1 - 1.2 सेमी काट दिया जा सके। कॉलर को दो पंक्तियों के साथ चिह्नित किया जाता है। पहली पंक्ति आधे भाग में दाएं कोण को विभाजित करती है, जो 1.5 से 2 सेमी तक निकलती है, फिर इसे रैक की मोड़ रेखा के साथ चिह्नित किया जाता है और बाएं कोने को दो हिस्सों में विभाजित करके पूरा किया जाता है। बस्टिंग सीधे 2-3 सेमी लंबा सिलाई के साथ किया जाता है। दूसरी पंक्ति प्रस्थान और कॉलर सेक्शन के साथ 1-1.5 सेमी की दूरी पर, तिरछे सिलाई के साथ, प्रस्थान के साथ बाएं छोर से शुरू होती है और दाहिनी ओर समाप्त होती है। जब दूसरी पंक्ति को निष्पादित किया जाता है, तो प्रस्थान के अनुभाग और ऊपरी कॉलर के सिरों को अंदर से स्थानांतरित किया जाता है ताकि लाइनों के बीच कॉलर (छवि 4 9ए) को संसाधित करने के लिए आवश्यक फिट हो।
मेज पर रखे हाथ के सिंचन को कम कर दिया जाता है, कार्यकर्ता को काट दिया जाता है और ऊपरी कॉलर चेहरे के साथ इसे कवर किया जाता है ताकि ऊपरी कॉलर खंडों में निचले भाग 1 - 1.2 सेमी काट दिया जा सके। कॉलर को दो पंक्तियों के साथ चिह्नित किया जाता है। पहली पंक्ति आधे भाग में दाएं कोण को विभाजित करती है, जो 1.5 से 2 सेमी तक निकलती है, फिर इसे रैक की मोड़ रेखा के साथ चिह्नित किया जाता है और बाएं कोने को दो हिस्सों में विभाजित करके पूरा किया जाता है। बस्टिंग सीधे 2-3 सेमी लंबा सिलाई के साथ किया जाता है। दूसरी पंक्ति प्रस्थान और कॉलर सेक्शन के साथ 1-1.5 सेमी की दूरी पर, तिरछे सिलाई के साथ, प्रस्थान के साथ बाएं छोर से शुरू होती है और दाहिनी ओर समाप्त होती है। जब दूसरी पंक्ति को निष्पादित किया जाता है, तो प्रस्थान के अनुभाग और ऊपरी कॉलर के सिरों को अंदर से स्थानांतरित किया जाता है ताकि लाइनों के बीच कॉलर (छवि 4 9ए) को संसाधित करने के लिए आवश्यक फिट हो।
एक विशेष वाहन (छवि 4 9, बी) पर घूमते समय, ऊपरी कॉलर को सामने की तरफ टेबल पर रखा जाता है, ऊपरी कॉलर को सामने की ओर से ऊपर रखा जाता है ताकि ऊपरी कॉलर खंड आवश्यक मात्रा से निचले वर्गों के सापेक्ष निकल जाए। कटौती से 1.5 से 2 सेमी की दूरी के साथ एक विशेष मशीन पर निचले कॉलर के किनारे और निचले कॉलर के किनारे पर बस्टिंग किया जाता है। मशीन सिलाई आवृत्ति 2 सेमी प्रति सेंटीमीटर। जब बेस्टिंग, शीर्ष कॉलर को अंत में 0.5 - 0.7 सेमी तक लगाया जाता है, कॉलर के कपड़े और आकार से। ऊपरी कॉलर के शीर्ष के कट को निचले हिस्से के नीचे 0.8 - 1 सेमी तक के कट के सापेक्ष निकालना चाहिए।
पीसने से पहले, ऊपरी कॉलर के फिट को लोहे की तरफ की सतह से निचोड़ा जाता है, कट से 1.5 सेमी से आगे नहीं जायेगा, ताकि ऊपरी कॉलर के कट ऑफ का विस्तारित भाग मोड़ने की रेखा के नीचे हो। निचले कॉलर के किनारे, कॉलर के सिरों की पीसने वाली रेखा को उजागर किया जाता है। पीसने के लिए पीसने वाली मशीन पर निचले कॉलर पर 0.6-0.7 सेमी चौड़े या एक चाकू के साथ एक मशीन पर 0.3-0.4 सेमी चौड़ा (एक फिनिशिंग लाइन के साथ कॉलर के लिए) और 0.6-0.7 सेमी ( एक समापन रेखा के बिना कॉलर के लिए), अंत में कॉलर इच्छित रेखा के साथ जमीन है। पीसने की रेखा रैक के कटौती के स्तर पर शुरू होती है और अंत होती है या 1 सेमी (गर्दन के साथ सीम कनेक्शन की चौड़ाई) तक नहीं पहुंचती है।
सीम कॉलर मोड़ को पूर्ववत करने से पहले, प्रस्थान खंडों के साथ गैसकेट की स्थिति की जांच करें। गैसकेट को सीम में नहीं जाना चाहिए। Grouting सीम एक विशेष पैड पर गीला और दबाया जाता है। ढेर के कपड़ों के उत्पादों में प्रस्थान और समाप्त होने का पतला किनारा प्राप्त करने के लिए, एक कैंची ब्लेड या चाकू के साथ सीम को भापने के बाद ढेर को सीवन से हटा दिया जाता है (बुनाई को प्रभावित किए बिना)। कॉलर की आगे की प्रक्रिया मॉडल पर निर्भर करती है और किनारे पर एक फिनिशिंग लाइन के साथ या बिना हो सकती है।
एक फिनिशिंग लाइन के साथ कॉलर प्रसंस्करण। कॉलर मोड़ने के बाद, सीम हाथ से काटा जाता है, 0.3 - 0.4 सेमी चौड़ा भत्ता छोड़ देता है, और कॉलर के कोनों में 0.2 - 0.3 सेमी चौड़ा होता है। कॉलर सामने की ओर चालू हो जाता है और नीचे कॉलर से बाहर निकल जाता है। जब बुनाई होती है, तो कपड़े की मोटाई के आधार पर, पाइपिंग को सीधे और 0.1 - 0.2 सेमी की चौड़ाई के साथ ऊपरी कॉलर से सुरक्षित किया जाता है।
मैन्युअल रूप से सिलाई करते समय, सिलाई को पकड़ने के बिना सिलाई को पकड़ने के बिना किया जाता है, किनारे से 0.5 - 0.7 सेमी की दूरी पर 1 - 1.5 सेमी लंबा होता है। सिलाई के बाद, दूसरे सिलाई को किनारे से 1.5 - 2 सेमी की दूरी पर समानांतर रखना होता है oblique सिलाई 2 - 3 सेमी लंबा। सिलाई ऊपरी कॉलर के किनारे से किया जाता है, किनारे नीचे किनारे झुकता है। यह रेखा किनारों को ठीक करती है, समान रूप से ऊपरी कॉलर के फिट रखती है।
एक विशेष वाहन पर सफाई की एक रेखा किनारे से 0.8 सेमी की दूरी पर रखी जाती है।
एक लोहे के साथ कॉलर को लोहा या नीचे कॉलर से एक प्रेस पर, कार्यकर्ता को प्रस्थान के किनारे के साथ कॉलर की स्थिति। अंतिम दबाने से पहले अस्थायी आपूर्ति को हटाने के लिए जरूरी है। फ्लाई और सिरों पर कॉलर दबाए जाने के बाद, वे मैनुअल स्लैंटिंग सिंचन 2.5 - 3 सेमी लंबा के साथ बाहर निकलते हैं। फिर वे फिनिशिंग लाइन खत्म करते हैं।
लाइनों को खत्म किए बिना कॉलर प्रोसेसिंग। बेस्टिंग करते समय, ऊपरी कॉलर सेक्शन को कम से कम 0.3 सेमी से काटा जाता है। मोड़ने के बाद, निचले कॉलर पर सीम भत्ता 0.3-0.4 सेंटीमीटर छोड़कर कट जाता है। पीसने वाली सीम निचली कॉलर स्ट्रिप से मैन्युअल सिलाई के साथ जुड़ी होती है, विशेष सिलाई मशीन पर चिपकने वाली फिल्म या पीसने वाली मशीन पर प्रयोग करना।
हाथों के सिंचन को जोड़ते समय, सीम को निचले कॉलर की तरफ निर्देशित किया जाता है, जो ऊपरी कॉलर के कारण किनारे प्राप्त करने के संबंध में स्थित होता है। हेमिंग 0 डिग्री सेल्सियस की लंबाई के साथ oblique सिलाई के साथ किया जाता है। Vymetivanie और आगे की प्रक्रिया एक खत्म लाइन के साथ कॉलर के रूप में किया जाता है।
विशेष मशीन के लिए एक विशेष सिलाई को मजबूत करने के लिए, कॉलर के किनारे को किनारे से 0.4 - 0.5 सेमी की दूरी पर प्राथमिक रूप से ब्रश किया जाता है। विवरणों के गलत हस्ताक्षर से बचने के लिए कॉलर लगाने के लिए एक सीम को जोड़ने के दौरान कॉलर के कोनों में 1.5 - 2 सेमी तक नहीं पहुंचना चाहिए।
चिपकने वाली फिल्म को लागू करते समय, यह एक विशेष मशीन पर या इस्त्री के बाद लाइन के पास निचले कॉलर डालने और सीम को कम करने के लिए डिवाइस की मदद से रखी जाती है। एक पीसने वाली मशीन पर एक कॉलर पीसने वाली सीम को जोड़ते समय, सिलाई को निचले कॉलर के सामने की तरफ सिलाई से 0.2 - 0.3 सेमी की दूरी पर समायोजित किया जाता है।
संसाधित कॉलर की गुणवत्ता की जांच करते समय, यह ऊपरी कॉलर के साथ मेज पर रखी जाती है, कार्यकर्ता को रैक काटकर भागों के कनेक्शन की जांच कर दी जाती है। फिट शीर्ष कॉलर विकृतियों के बिना वितरित किया जाना चाहिए। पक्षों की समरूपता की जांच करने के लिए, कॉलर मध्य सीम पर झुकता है और बाएं और दाएं किनारों की तुलना की जाती है। नीचे कॉलर से एक परीक्षण करने के लिए, किनारों की गैस्केट, समानता और चौड़ाई के साथ कनेक्शन के साथ-साथ किनारे की मोटाई के साथ कनेक्शन पर ध्यान दें। भागों के कनेक्शन को सामने की तरफ दृश्यमान सिलाई के बिना एक समान उपवास के साथ होना चाहिए। कनेक्टिंग और फिनिशिंग लाइनों को तालिका में निर्दिष्ट आवश्यकताओं के अनुसार किया जाना चाहिए। 3, और इस्त्री - गीले गर्मी के काम की तकनीकी आवश्यकताओं के अनुसार।
Neckline के साथ कॉलर
उत्पाद की गर्दन संसाधित कॉलर या केवल निचले कॉलर से जुड़ती है, जिसे बाद में ऊपरी कॉलर से ढंक दिया जाएगा (जब हेम में एक सीम के प्रस्थान को संसाधित किया जाता है और अगर कॉलर पिक-अप के साथ एकल कट होता है)। गर्दन के साथ निचला कॉलर मुख्य या पैच सीम से जुड़ा हुआ है।
एक प्रमुख सिलाई के साथ गर्दन में निचले कॉलर को जोड़ने से पहले, कॉलर स्टैंड, अंडरकट और गर्दन के अनुभाग कट और छिड़के जाते हैं। ऊपरी कॉलर के सामने की तरफ और ऊपर की ओर (प्रत्येक अलग से) पर निर्धारित raskepov की रेखाएं। रास्कपोव की रेखा के सिरों पर, ऊपरी कॉलर और टकराव पर, ट्रांसवर्स कंट्रोल नोट्स बनाए जाते हैं। कॉलर और ऊपरी कॉलर पर, सीवन भत्ता काटा जाता है, 0.8 - 1 सेमी छोड़कर।
ऊपरी कॉलर के साथ निचले कॉलर का कनेक्शन और ऊपरी कॉलर के साथ कॉलर एक पीसने वाली मशीन पर या प्रारंभिक लहराते बिना किया जाता है। उन्होंने निचले कॉलर के किनारे गर्दन में एक कॉलर लगाया, अपने चेहरे को अलमारियों के सामने की तरफ लगाया, खंडों को बराबर किया और निचले कॉलर के बीच को पीछे की गर्दन के बीच के साथ जोड़ दिया, साथ ही साथ कॉलर के सिरों को अलमारियों की गर्दन पर चेक नोट के साथ जोड़ दिया।
शैक्षिक प्रक्रिया में, सम्मिलन को सुविधाजनक बनाने के लिए, कॉलर को गर्दन से नियंत्रण पायदान पर पिन के साथ काटा जाता है। वे कॉलर को एक बार में लपेटते हैं - नीचे कॉलर के दाहिने सिरे से बाईं ओर या दो चरणों में - नीचे कॉलर के बीच से बाएं सिरे तक, और फिर दाहिनी तरफ से बीच तक। सीम चौड़ाई 0.7-0.9 सेमी है, सिलाई सीधे 1.5-2 सेमी लंबी होती है, जिसमें लूप-जैसी सिलाई के साथ कभी-कभी उपवास होता है। नीचे कॉलर को लहराते समय मोटी कपड़े से उत्पादों को संसाधित करते समय, साइड गैस्केट को तरफ ले जाया जाता है। पतले कपड़े से बने उत्पादों में, निचले कॉलर को साइड गैस्केट के साथ गर्दन में डाला जाता है।
जब पैदा हुआ 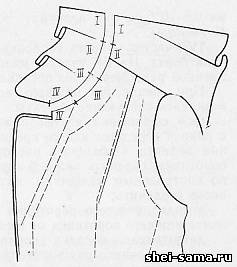 पीठ के बीच से गर्दन के निचले कॉलर खंड पारंपरिक रूप से चार वर्गों में विभाजित होते हैं जिनमें से प्रत्येक के लिए अलग-अलग आवश्यकताओं (चित्र 50)।
पीठ के बीच से गर्दन के निचले कॉलर खंड पारंपरिक रूप से चार वर्गों में विभाजित होते हैं जिनमें से प्रत्येक के लिए अलग-अलग आवश्यकताओं (चित्र 50)।
धारा 1 - पीठ के बीच से, कंधे के सीम की रेखा तक 1.5-2 सेमी तक नहीं पहुंच रहा है। निचला कॉलर समान फिट के बिना समान रूप से दूरी पर है।
धारा II - कंधे की सीम के ऊपर (कंधे की सीम की रेखा से पीछे की दिशा में 1.5-2 सेमी और शेल्फ की दिशा में 3-4 सेमी)। उत्पाद के कंधे के हिस्से के कॉलर के प्रस्थान के साथ एक समान फिट के लिए, इस क्षेत्र में 0.5 - 0.7 सेमी तक कम कॉलर लगाया जाता है।
धारा III - सेक्शन 11 के अंत से लैपेल के फास्टनर के साथ एक कोट में लैपेल की घुमावदार रेखा तक और शीर्ष पर एक बकसुआ के साथ एक कोट में neckline के अंत तक 2-3 सेमी तक नहीं पहुंचता है। इस क्षेत्र में एक तिरछी कटौती है और उत्पाद की प्रसंस्करण के दौरान सबसे बड़ी खींच के अधीन है, इसके अलावा, यह clavicle के तल के ऊपर स्थित है। Clavicle फिट करने के लिए एक उत्तल आकार बनाने के लिए, इस क्षेत्र में 0.5-0.7 सेमी की गर्दन लगाई जाती है (धारा II में निचले कॉलर के फिट की मात्रा से)।
धारा IV - धारा III के अंत से बोर्ड की शुरुआत तक गर्दन का हिस्सा। सेक्शन IV में, निचला कॉलर बिना फिट के समान रूप से गर्दन से जुड़ा हुआ है।
गर्दन में निचले कॉलर को जोड़ने पर, निम्नलिखित दोष हो सकते हैं:
निचले कॉलर के हिस्सों को जोड़ने वाले सीम को बीच की रेखा या पीठ के बीच के सीम के साथ गठबंधन नहीं किया जाता है। दोष को खत्म करने के लिए, निचले कॉलर को डालने के सीम को अनजिप करना जरूरी है, मध्यम रेखा से शुरू होने वाले नियंत्रण बिंदुओं पर गर्दन में पिन के साथ निचले कॉलर को तेज करें, और फिर से कनेक्ट करें;
I सेगमेंट में निचले कॉलर के फिट से निचले कॉलर गर्दन के पीछे घूमने का कारण बनता है;
मैं साजिश पर गर्दन की अनुमति लैंडर कॉलर के नीचे पीठ पर एक गुना बनाता है;
द्वितीय खंड पर निचले कॉलर के फिट की कमी कम कॉलर के साथ गोल गर्दन प्रदान नहीं करती है;
गर्दन के तीसरे भाग पर लैंडिंग नहीं किया जाता है, यह clavicles के एक वक्रता गोल नहीं बनाता है;
चतुर्थ साजिश पर उतरने से लैपल लाइन झुकती है;
गर्दन के हिस्सों की विषम व्यवस्था गर्दन क्षेत्र में पूर्वाग्रह का कारण बनती है। दूसरे के सापेक्ष गर्दन के एक आधा भाग के खंडों के विस्थापन के परिणामस्वरूप दोष की अनुमति है।
इन दोषों को खत्म करने के लिए, आवश्यक कॉलर आवश्यकताओं को ध्यान में रखते हुए, नीचे कॉलर को तैरना और गर्दन से इसे फिर से कनेक्ट करना आवश्यक है।
उत्पाद की समग्र शेष राशि की जांच करते समय, निम्नलिखित अनियमितताओं की पहचान की जा सकती है और उन्हें सही करने के तरीकों की सिफारिश की जाती है: शेल्फ की गर्दन में एक छोटे कॉलर को जोड़ने के दौरान, वे निचले हिस्से में आवश्यक से अधिक मात्रा में जाएंगे, और पीठ आकृति के लिए चुपके से फिट होगा; जब एक लंबे कॉलर को जोड़ते हैं (गर्दन फैली हुई है), अलमारियों को निचले भाग में अलग कर दिया जाएगा, और नीचे की पीठ आकृति के पीछे रह जाएगी। दोनों मामलों में, कॉलर गर्दन से वाष्पित होता है और गर्दन के आकार और कॉलर समेकित होते हैं।
गर्दन स्वीप raskepy के साथ निचले कॉलर के कनेक्शन की जांच के बाद। व्यापकता असबाब के किनारे से की जाती है, कटौती के बराबर होती है और नियंत्रण की संख्या को जोड़ती है, साथ ही कॉलर और मोती के मोड़ के किनारे के संयोजन को नियंत्रित करती है। निचले कॉलर में सिलाई गड़बड़ी के बाएं सीम से शुरू होने वाले थ्रेड को तोड़ने के बिना एक लाइन के साथ गसेट्स के सीमों के साथ-साथ सिलाई के साथ किया जाता है। निचले कॉलर पर सिलाई, वर्तमान में कट से 0.8 सेमी की दूरी पर लाइन सिलाई के बगल में रखी गई है। गर्दन के साथ कॉलर को जोड़ने का एक और अनुक्रम भी संभव है: सबसे पहले वे raskeps पीस, और फिर निचले कॉलर गर्दन में डालें, और इसके विपरीत।
सिलाई सिलाई 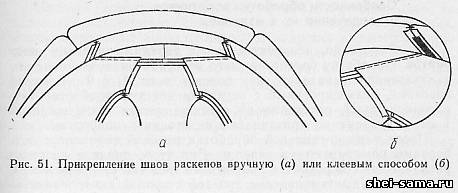 गर्दन में निचला कॉलर और एक विशेष ब्लॉक पर रस्केपू लोहे को सीम करता है, जिससे कामकाजी कॉलर को उत्पाद की स्थिति मिलती है। कसने से बचने के लिए, कंधे के टुकड़े अनपॅक किए जाते हैं, निचले कॉलर 0.5 सेमी की सिलाई लाइन तक नहीं पहुंचते हैं। निचले कॉलर के सामने की तरफ से। एक मुंह की एक सीम से ऑनबोर्ड बिछाने पर नक्काशीदार। साइड गैस्केट की गर्दन का काट, जिसे सिलाई के दौरान तय नहीं किया जाता है, सीम के उपवास के साथ-साथ निचले कॉलर के गैस्केट से जुड़ा होता है। रैस्पेप सीम गर्दन के साथ निचले कॉलर के कनेक्शन की सीम से जुड़ी होनी चाहिए। अनुलग्नक मैन्युअल सीधी सिलाई 1 - 1.5 सेमी लंबा (चित्र 51, ए) या चिपकने वाली फिल्म (चित्र 51, बी) की मदद से किया जाता है। बड़े पैमाने पर उत्पादन में, फिल्म फिल्म पर रस्कप के किनारों के साथ गोंद फिल्म रखी जाती है, जो लेज से शुरू होती है और लैपल के मोड़ से 2-3 सेमी जा रही है। फिल्म चौड़ाई 0.3 - 0.4 सेमी।
गर्दन में निचला कॉलर और एक विशेष ब्लॉक पर रस्केपू लोहे को सीम करता है, जिससे कामकाजी कॉलर को उत्पाद की स्थिति मिलती है। कसने से बचने के लिए, कंधे के टुकड़े अनपॅक किए जाते हैं, निचले कॉलर 0.5 सेमी की सिलाई लाइन तक नहीं पहुंचते हैं। निचले कॉलर के सामने की तरफ से। एक मुंह की एक सीम से ऑनबोर्ड बिछाने पर नक्काशीदार। साइड गैस्केट की गर्दन का काट, जिसे सिलाई के दौरान तय नहीं किया जाता है, सीम के उपवास के साथ-साथ निचले कॉलर के गैस्केट से जुड़ा होता है। रैस्पेप सीम गर्दन के साथ निचले कॉलर के कनेक्शन की सीम से जुड़ी होनी चाहिए। अनुलग्नक मैन्युअल सीधी सिलाई 1 - 1.5 सेमी लंबा (चित्र 51, ए) या चिपकने वाली फिल्म (चित्र 51, बी) की मदद से किया जाता है। बड़े पैमाने पर उत्पादन में, फिल्म फिल्म पर रस्कप के किनारों के साथ गोंद फिल्म रखी जाती है, जो लेज से शुरू होती है और लैपल के मोड़ से 2-3 सेमी जा रही है। फिल्म चौड़ाई 0.3 - 0.4 सेमी।
ऊपरी कॉलर को 1.5-2 सेंटीमीटर की लंबाई के साथ निचले हाथ के सिंचन पर रखा जाता है, ऊपरी कॉलर पर रस्सी के किनारों के साथ एक रेखा डालने से ऊपरी कॉलर द्वारा निचले कॉलर का मोड़ बनाते हुए ऊपरी कॉलर पर 0.2 सेमी की दूरी पर और स्टैंड के मोड़ के साथ एक रेखा डाली जाती है। फिर ग्रिच के सीम से 0.1 - 0.2 सेमी की दूरी पर मैन्युअल सीधी सिलाई 1 - 1.5 सेमी लंबी पिक के किनारे से गसेट्स के किनारे को ठीक करें। रस्सी के खंड में एक सीम डालने से बचने के लिए पतले कपड़े से उत्पादों में, कैलिको के गास्केट, मोटे कैलिको या गैर बुने हुए कपड़े डाल दिए जाते हैं।
गर्दन पैच ओवरले के साथ निचले कॉलर का कनेक्शन च में इंगित किया गया है। 2 पी 10 "प्रसंस्करण जैकेट।"
कॉलर की प्रसंस्करण की विशेषताएं और उत्पाद के साथ उन्हें कनेक्ट करें
कॉलर,  पैड के शीर्ष के साथ एक टुकड़ा। निचले कॉलर के किनारों को संसाधित करना और इसे गर्दन से जोड़ने से च में वर्णित किया जाता है। 1, पी। 9। ऊपरी कॉलर, ऊपरी भाग (शॉल कॉलर) के शीर्ष के साथ एकल कट, एक सेमी 1 सेमी चौड़े के साथ मध्यम कटौती में कटौती की जाती है, साथ ही साथ अप्स को एक्सटेंशन सिलाई जाती है।
पैड के शीर्ष के साथ एक टुकड़ा। निचले कॉलर के किनारों को संसाधित करना और इसे गर्दन से जोड़ने से च में वर्णित किया जाता है। 1, पी। 9। ऊपरी कॉलर, ऊपरी भाग (शॉल कॉलर) के शीर्ष के साथ एकल कट, एक सेमी 1 सेमी चौड़े के साथ मध्यम कटौती में कटौती की जाती है, साथ ही साथ अप्स को एक्सटेंशन सिलाई जाती है।
गीले-गर्मी के उपचार के बाद, उत्पाद पर पिन के साथ शीर्ष कॉलर लगाया जाता है। ऐसा करने के लिए, टेबल पर पहले कप के चेहरे के साथ कॉलर डालें, ऊपर उत्पाद को नीचे दबाएं, ऊपरी और निचले कॉलर पर मध्यम रेखाओं को जोड़ दें। कॉलर के साथ कॉलर के स्लाइस उत्पाद के संबंधित वर्गों के सापेक्ष 0.7 - 1 सेमी जारी किए जाते हैं। बेस्टिंग की पहली पंक्ति लैपेल की मोड़ रेखा और साइड पैड के किनारे से रैक की मोड़ के साथ रखी जाती है। फिर उत्पाद को कॉलर द्वारा और कॉलर ऊपर की तरफ से बदल दिया जाता है, और उस पर एक कॉलर और ऊपरी कॉलर लगाया जाता है। सिलाई के बाद, मोती और कॉलर किनारे से एक बार जमीन पर हैं (चित्र 52)।
रस्सीप के सिलाई वाले किनारों के साथ बोर्ड और कॉलर को इसी तरह से माना जाता है।
डिटेक्टेबल स्टैंड-अप कॉलर। स्टैंड-अप कॉलर की प्रसंस्करण के लिए, कट के निम्नलिखित हिस्सों की आवश्यकता होती है: बाहरी पर स्थित ऊपरी कॉलर, गर्दन के नजदीक निचला कॉलर, और गैस्केट। प्रस्थान और कॉलर के सिरों की प्रसंस्करण ऊपरी कॉलर 0.2 - 0.3 सेमी चौड़ी (कपड़े के आधार पर) से किनारों के गठन के साथ एक गोल सीम के साथ की जाती है।
नीचे कॉलर को गैस्केट के साथ मजबूत किया जाता है, इसे थ्रेड-डाउन कॉलर के रूप में, धागे या गोंद के रास्ते में सुरक्षित किया जाता है। फिर निचले और ऊपरी कॉलर के दबाने और ट्रिमिंग करें। कॉलर जमीन है, सीम लोहे से बाहर है, कोनों में अतिरिक्त कपड़े छिड़क दिया जाता है, 0.2-0.3 सेमी छोड़कर, फिर मुड़कर, घुमाया और लोहेदार होता है। समाप्त कॉलर गर्दन से जुड़ा हुआ है।
पतले कपड़े से बने उत्पादों में, कॉलर को निचले कॉलर के किनारे गर्दन में अलमारियों के गर्दन खंड में ऊपरी भाग के साथ डाला जाता है, और केवल ऊपरी कॉलर पीछे की ओर झुकते हुए पीछे की गर्दन पर बह जाता है। कंधे के किनारों के नीचे निचले कॉलर के स्टैंड का एक टुकड़ा विच्छेदन किया जाता है। कॉलर के सिरों को क्लिप के साथ ओवरलैप किया जाता है, उन्हें अलमारियों के सामने की तरफ झुकता है, और कॉलर को लहराते हुए सीम में लगाया जाता है।
कॉलर को कॉलर के किनारे से गर्दन में डाला जाता है। पीठ पर गर्दन के साथ कॉलर में शामिल सीम नंगा है। निचले कॉलर का कट कॉलर मैन्युअल रूप से या मशीन द्वारा सिलाई सिलाई से जुड़ा हुआ है। मोटी कपड़े से बने उत्पादों में, स्टैंड-अप कॉलर का कनेक्शन टर्न-डाउन कॉलर के रूप में उत्पादित होता है जब इसे पुराने सीम से संसाधित किया जाता है।
एक जैकेट या जैकेट सिलाई को दर्जी कला का शिखर माना जाता है। और आरामदायक नहीं है। आखिरकार, जैकेट की उच्च गुणवत्ता वाले सिलाई के लिए बड़ी संख्या में कौशल और ज्ञान रखने की आवश्यकता होती है। लेकिन, जैसा कि वे कहते हैं, सड़क को पैदल चलने से महारत हासिल की जाएगी, और आज की मास्टर क्लास जैकेट के सबसे महत्वपूर्ण गांठों में से एक को समर्पित है - कॉलर प्रोसेसिंग। लेकिन सबसे पहले, एक छोटा सा सिद्धांत।
जैकेट को उचित रूप से फिट करने के लिए, उत्पाद की उपस्थिति में सुधार करने और इसे संचालन में रखने के लिए, भागों को गोंद के साथ डुप्लिकेट किया जाता है। विशेष प्रेस पर या लोहे की मदद से, प्रेस की अनुपस्थिति में डुप्लिकेशन किया जा सकता है। इस्त्री सतह का तापमान 150-160 डिग्री होना चाहिए, 8-30 सेकंड दबाए जाने की अवधि। (चिपकने वाली सामग्री, दबाव सतह के दबाव और तापमान के प्रकार के आधार पर)। घर पर नकल करने पर, हम एक भाप सूती कपड़े के माध्यम से एक भाप जनरेटर या डुप्लिकेट भागों का उपयोग करने की सलाह देते हैं।
गैस्केट सामग्रियों और डुप्लिकेशंस के तरीकों का चयन उस कपड़े के आधार पर किया जाता है जिससे उत्पाद सिलवाया जाता है। गैस्केट द्वारा डुप्लिकेशन किया जाता है।
जैकेट और जैकेट में अलमारियों, कोक्वेट, फ्लैप्स, पत्तियां, पैच जेब, कफ, पट्टा, बेल्ट इत्यादि के डुप्लिकेट विवरण। विवरण पूरे या कुछ हिस्सों में डुप्लिकेट किए गए हैं। शेल्फ के नीचे, जैकेट के पीछे और आस्तीन के नीचे भत्ते के बिछाने को डुप्लिकेट करना सुनिश्चित करें, गैस्केट के किनारे को घुमाव की रेखा के साथ स्थित होना चाहिए।
कुछ मामलों में - पुरुषों के जैकेट और कोटों पर - एक अधिक स्थिर रूप (मॉडल के अनुसार) बनाने के लिए, अलमारियों के अलग-अलग हिस्सों को छाती या कंधे के किनारे वाले क्षेत्र में अतिरिक्त पैड के साथ डुप्लिकेट किया जाता है।
Gaskets के विवरण मुख्य भागों के समान पैटर्न के अनुसार तैयार किए जाते हैं, सीवन भत्ते को कम किया जाता है - 1-2 मिमी, या बिल्कुल नहीं किया जाता है (सीमों पर अत्यधिक मोटाई से बचने के लिए)।
रचनात्मक रेखाओं और जैकेट और कोटों के हिस्सों को खींचने से बचाने के लिए, वे अतिरिक्त रूप से 10 मिमी चौड़े स्ट्रिप्स के साथ चिपके हुए होते हैं, जो एक तिरछे धागे (बोर्ड, कॉलर, लैपल मोड़ रेखा के किनारों) के साथ काटते हैं।
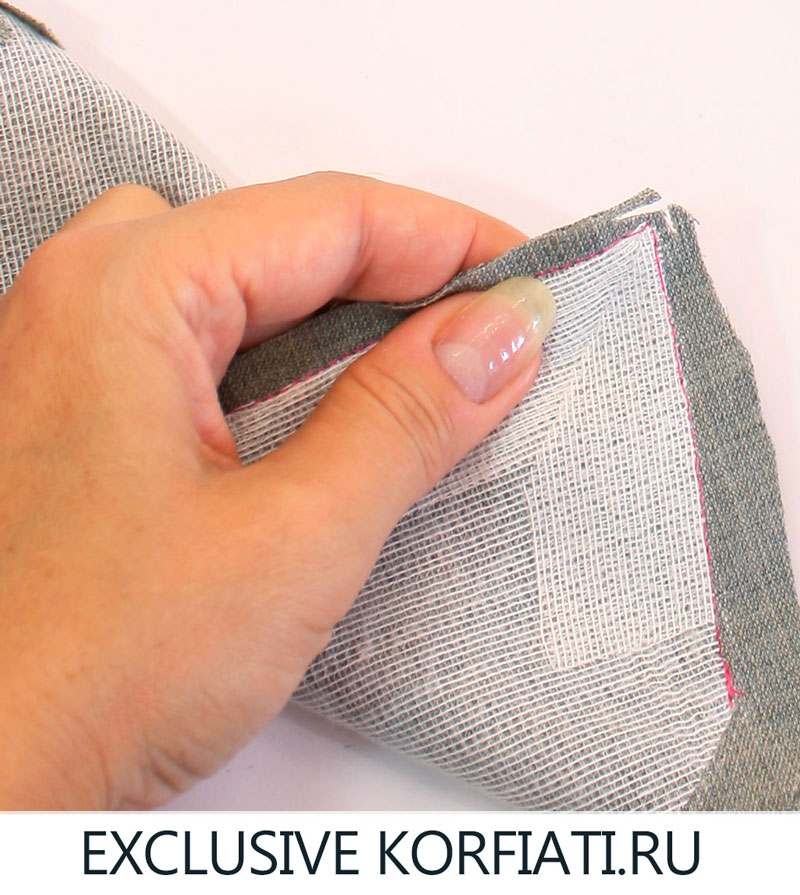
जैकेट काटने के बाद, शेल्फ, चयन और कॉलर का विवरण थर्मो फैब्रिक के साथ डुप्लिकेट किया जाना चाहिए। लैपल की मोड़ रेखा, शेल्फ पर साइड सेक्शन, कॉलर के किनारों को अतिरिक्त रूप से गिलास कटौती की एक पट्टी के साथ प्रबलित किया जाना चाहिए (चित्र 1)।

अंजीर। 1. थर्मोफैब्रिक के साथ अलमारियों को सुदृढ़ बनाना

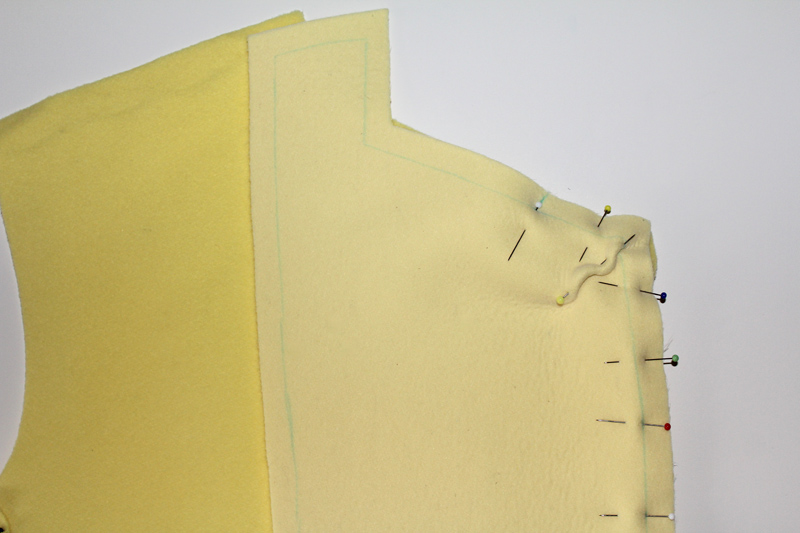
अंजीर। 2. निशान पर भत्ता का विच्छेदन
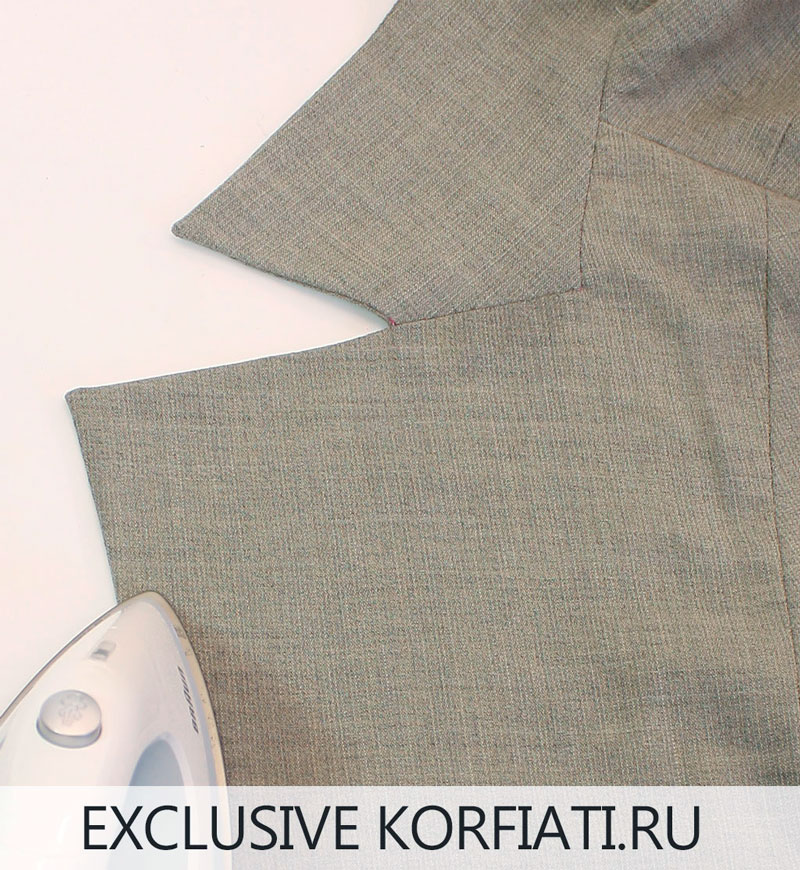
कॉलर को सिलाई करने के निशान तक, बोर्ड के बाहरी किनारे के साथ सिलाई, सामने वाले किनारों के साथ किनारे पर किनारे रखो। निशान पर भत्ते को कटौती करें और लैपल के निचले भाग बिंदु पर - 2 मिमी सीम (चित्र 2) तक नहीं पहुंचें।
बोर्ड के किनारे के नीचे कॉलर को नीचे सिलाई करने के निशान से भत्ते काट दें। कोने पर भेदभाव भत्ता कटौती। यदि जैकेट में गोलाकार तल किनारे है, तो कई जगहों पर गोलाकार खंड पर भत्ते काट लें, कोनों (चित्र 3) के साथ भत्ते काट लें। 2-3 मिमी की सीम तक पहुंचने की कोशिश न करें। सामने की तरफ आउटबोर्ड को अनस्रीच करें, बाहरी किनारे पर ऊपरी पायदान पर स्पष्ट रूप से साफ़ करें (चित्र 4)।

अंजीर। 3. पक्षों के साथ भत्ते काट लें।

अंजीर। 4. खिंचाव के लिए विमेटेट अपरोर्ट
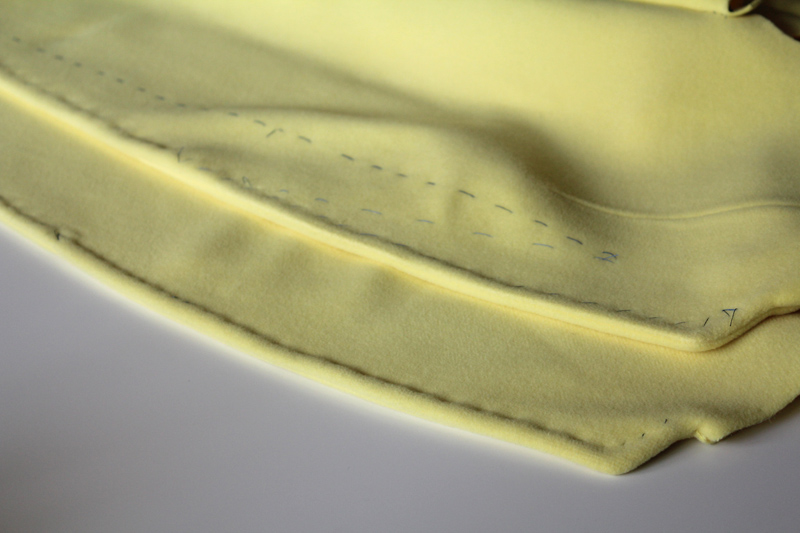
बीच की सीम के साथ निचले कॉलर को सिलाई, कॉलर के झुंड पर भत्ते काट दें (चित्र 5)। ऊपरी कॉलर को विस्तार से कोनों को डुप्लिकेट करें (चित्र 6)।

अंजीर। 5. कम कॉलर भत्ते

अंजीर। 6. कोनों पर ऊपरी कॉलर प्रबलित
सामने वाले किनारों के साथ ऊपर और नीचे कॉलर को फोल्ड करें, जैसा कि फोटो 7 में दिखाया गया है, किनारों के साथ क्रीज, अंक पर सिलाई करें। कॉलर के किनारों पर भत्ते कोने पर 0.4 सेमी की चौड़ाई तक काट दिया जाता है - भत्ते को 0.2 सेमी (चित्र 8) में काटा जाता है।

अंजीर। 7. अंक के लिए कॉलर विवरण सिलाई।
अंजीर। 8. कॉलर कोनों काट लें
कॉलर को बंद करें और किनारों को साफ़ करें, कॉलर को झुकाएं, इसे एक स्थिति दें जिसमें यह उत्पाद में होगा। कैंची की एक जोड़ी (चित्र 9) के साथ कॉलर के किनारों को खोलें।

अंजीर। 9. कॉलर, चुटकी और ट्रिम मोड़ो।
नियंत्रण चिह्नों के बीच छोटी तरफ शेल्फ की गर्दन में केवल नीचे कॉलर रखें, सिलाई (सीवन लाल रंग में दिखाया गया है) (चित्र 10)।
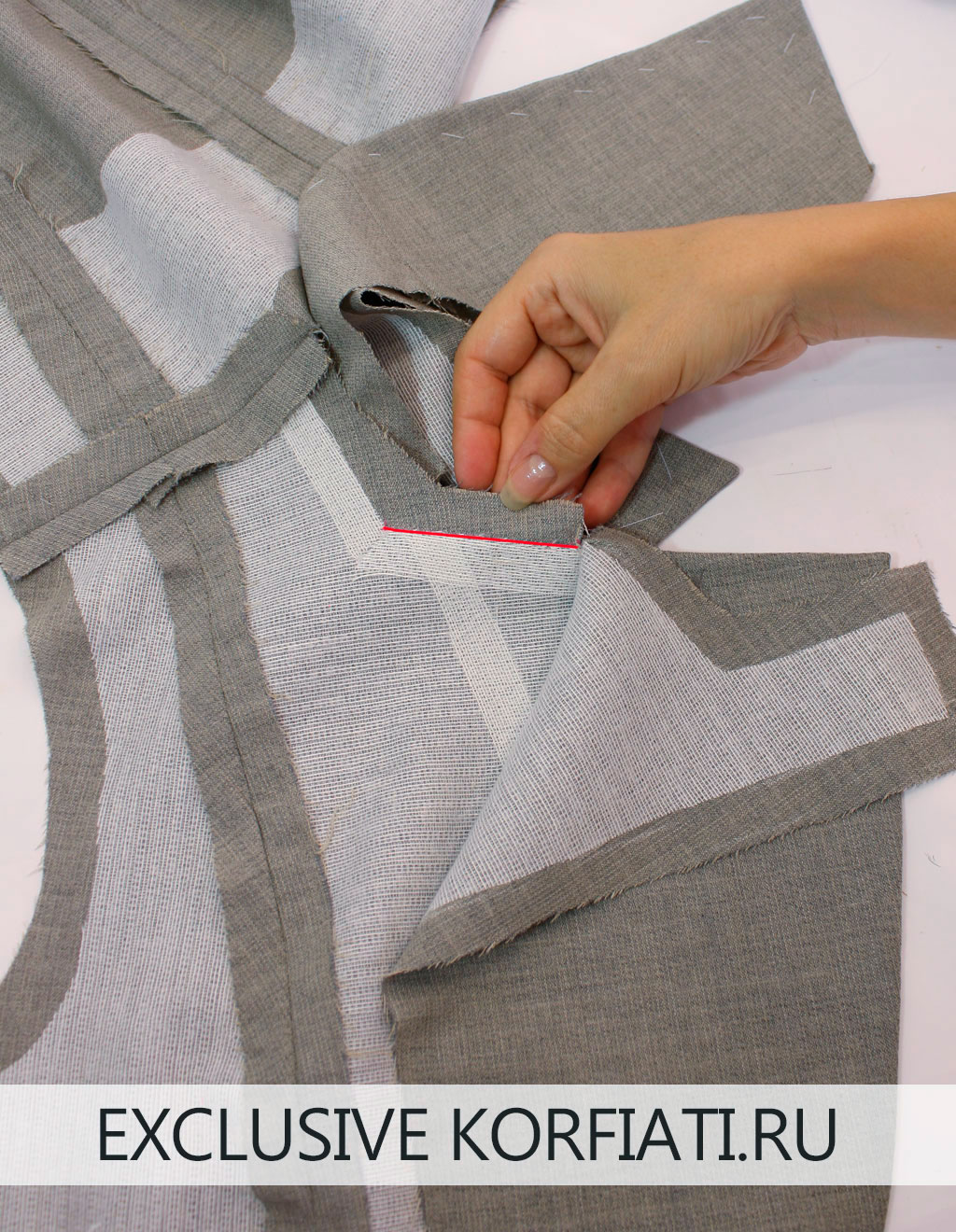
अंजीर। 10. छोटी तरफ मुखपत्र में कॉलर
1 मिमी वेल्ड (चित्र 11) तक पहुंचने के बिना सीवन भत्ता विच्छेदन करें। इस्त्री करने की अनुमति दें। नेकलाइन और पीछे, सिलाई में नीचे के नीचे कॉलर को स्वीप करें। गर्दन के पीछे गोल अंक के लिए निकासी की अनुमति दें, सीम से पहले 2-3 मिमी तक नहीं पहुंचें (चित्र 12)।

अंजीर। 11. कोने भत्ते काट लें

अंजीर। 12. नीचे कॉलर उत्पाद में सिलाई है।
अस्तर पर अस्तर को सिलाई, अस्तर पर आजादी फिट करने के लिए गुना रखो। ऊपरी कॉलर को, निचले हिस्से के समान, फ्लैंज और अस्तर के लिए, पहले छोटी तरफ से संलग्न करें, फिर कोनों को भत्ते काट दें और बाकी कॉलर को पूरी तरह से सिलाई करें। उत्पाद लोहा।
अंजीर। 12. उत्पाद लोहे।
दोनों कॉलर - निचले और ऊपरी, छिपे हुए सिंचन या मशीन सिलाई के साथ सिलाई के साथ पीठ की neckline के साथ मैन्युअल रूप से एक साथ fasten।

अंजीर। 14. तैयार फॉर्म में कॉलर।
स्टैंड-अप कॉलर की गर्दन के साथ प्रसंस्करण और कनेक्शन। स्टैंड-अप कॉलर (अंजीर 68, ए) को संभालने के लिए, कॉलर मध्य के साथ झुका हुआ है, कटौती को बराबर करने के लिए अंदर की तरफ चेहरे को घुमाता है, और सिरों को पीसता है (अंजीर 68, बी)। सीम चौड़ाई 0.5 - 0.7 सेमी।
नुकीले सिरों के साथ स्टैंड-अप कॉलर में, साथ ही सिरों के मोड़ के साथ, शेयर किनारों को टुकड़ों में काटा जाता है, जो गर्दन में स्टैंड-कॉलर डालने की शुरुआत और अंत निर्धारित करता है (चित्रा 68, सी)। कोनों में सीम छिड़क रहे हैं। एक विशेष डिवाइस की मदद से कॉलर सामने की ओर मुड़ता है, सीम सीधे और लोहेदार होते हैं। गर्दन से कनेक्ट होने पर, रैक के अंदर चेहरे को तब्दील कर दिया जाता है और उत्पाद को कॉलर के किनारे से सिलाई जाती है, जो कि इंच को जोड़ती है। सीम चौड़ाई 0.7 - 1 सेमी है। सीम कॉलर के किनारे गुना है। स्टैंड के बाहरी हिस्से का काट 0.5 से 0.7 सेमी के अंदर घुमाया जाता है और घुमावदार किनारे से 0.1 सेमी की दूरी पर समायोजित किया जाता है, जो स्टैंड के आंतरिक भाग (चित्र 68, डी) की सिलाई रेखा को बंद करता है। तैयार फार्म में कॉलर लोहेदार।
एक सिलाई रैक के साथ टर्न-डाउन कॉलर में, पहले कॉलर को स्टैंड के साथ कनेक्ट करें। इस मामले में, बाहरी और आंतरिक - दो भागों में रैक काट दिया जाता है।
मॉडल के आधार पर, एक रैक गैसकेट काटा जा सकता है।
रैक के हिस्सों को उनके पक्षों के साथ जोड़ दिया जाता है, उनके बीच वे संसाधित कॉलर (चित्र 68, ई) में डालते हैं, जो रैक के बाहरी हिस्सों के साथ कटौती को बराबर करते हैं, रैक के सिरों को पीसते हैं और साथ ही कॉलर पीसते हैं।
इस कॉलर को गर्दन के साथ-साथ स्टैंड-अप कॉलर से कनेक्ट करें। 
Neckline के साथ एकल कॉलर। सिंगल कॉलर गर्दन से एक चेहरे, डबल या सिंगल बीई, डबल और सिलाई सिलाई, और एक विशेष ज़िगज़ैग सिलाई मशीन का उपयोग करके सिलाई सीम के साथ जुड़े होते हैं। सिंगल-पक्षीय टर्निंग्स (चित्र 69 ए) या डबल बीई-रिंग (चित्र 69.6) का उपयोग करके कॉलर-गले कनेक्शन उसी तरह किया जाता है जैसे गले के साथ डबल कॉलर के कनेक्शन।
डबल सीम के साथ जुड़ते समय, इलाज कॉलर को उत्पाद के सामने की तरफ बाहर रखा जाता है, कटौती के बराबर होता है, और कॉलर के किनारे से सिलाई जाती है। सीम चौड़ाई 0.3-0.5 सेमी है। फिर सीवन भत्ता काटा जाता है, कॉलर को उत्पाद के गलत पक्ष में जोड़ दिया जाता है, सीम को सीधा कर दिया जाता है और मोड़ पर एक सीमिंग लाइन होती है, और कॉलर के साथ दूसरी रेखा को 0.5 - 0.7 सेमी (अंजीर) की दूरी पर सिलाई जाती है। 69, सी)। मोटाई कम करने के लिए सीम इस्त्री; तैयार उत्पाद में, सामने की ओर से कॉलर सीम बंद कर देगा।
एक सीवन सिलाई के साथ जुड़ते समय, कॉलर को उत्पाद के सामने की तरफ बाहर रखा जाता है, गर्दन को 0.5 सेंटीमीटर से काटकर कॉलर के काट को छोड़कर, कॉलर के किनारे से गर्दन में सिलाई जाती है, जो कि इंच को जोड़ती है। कॉलर की तरफ सीम की चौड़ाई 1 सेमी है, और मुख्य भागों के तरफ 0.5 सेमी है। कॉलर की ओर एक कॉलर के साथ, सीम के चारों ओर मोड़ें, इसे उत्पाद की दिशा में घुमाएं और इसे घुमावदार किनारे से 0.1 मीटर की दूरी पर समायोजित करें। सीम लोहेदार है, साथ ही साथ कॉलर (चावल, 69, जी) द्वारा लोहे की जाती है।
एक विशेष मशीन का उपयोग कर पुराने-पुराने सीम से कनेक्ट करते समय, कॉलर को उत्पाद के गलत पक्ष पर रखा जाता है, कटौती के बराबर होता है, और कॉलर के किनारे गर्दन में सिलाई जाती है, जो कि इंच को जोड़ती है। सीम चौड़ाई 0.7 - 1 सेमी है। कॉलर को तब्दील कर दिया गया है, सीम उत्पाद के पक्ष में तब्दील हो गया है और विशेष ज़िगज़ैग सिलाई मशीन (चित्र 69 ई) में कॉलर सिलाई के किनारे पर ट्वीट किया गया है। सीम को लोहे, उत्पाद के मोर्चे पर कॉलर को फोल्ड करना, सिलाई सीम बंद करना और इसे फिर से इस्त्री करना।
कॉलर के बिना उत्पादों में गर्दन की प्रसंस्करण। कॉलर के बिना उत्पादों में, गले के वर्गों को एक गोल सीम के साथ संसाधित किया जा सकता है; मोड़ के आकार में नक्काशीदार, मोड़; पाइपिंग के साथ पाइपिंग; सीम किनारे; Getachkoy 45 के कोण पर कटौती "तार धागे के लिए - oblique पाइपिंग। 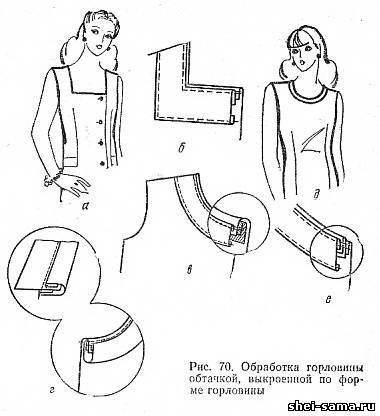
गर्दन के साथ गर्दन को संसाधित करते समय, गर्दन के आकार में कटौती (चित्र 70, ए), चेहरे के हिस्सों को पक्षों के बराबर, खंडों के बराबर, और पीसने के लिए फोल्ड किया जाता है। सीम चौड़ाई 0.5 - 0.7 सेमी।
ऊनी, रेशम के कपड़े और सिंथेटिक फाइबर वाले कपड़ों से बने उत्पादों में सीम लोहे से बाहर निकलती हैं, और कपास से - दोनों तरफ रखी जाती है।
चेहरे के आंतरिक कटौती गलत पक्ष के पक्ष में 0.5-0.7 सेमी तक झुकते हैं और घुमावदार किनारे से 0.1 सेमी की दूरी पर सिलाई जाती हैं। हल्के ढंग से टूटने वाले ऊतकों से बने उत्पादों में, अनुभाग पहले एक विशेष मशीन के साथ उग्र हो जाते हैं।
यदि उत्पाद को सामने या पीछे की गर्दन रेखा से फास्टनर संसाधित किया जाता है, तो चेहरे के सिरों को चेहरे से जुड़ा होना चाहिए (फास्टनर को संसाधित करने के लिए साइडबोर्ड या भत्ते)। सीम की चौड़ाई 0.7 सेमी है। सीमों को फास्टनर फास्टनरों के किनारे फोल्ड किया जाता है।
चेहरे को सामने की तरफ से सामने की ओर रखा जाता है, कटौती के बराबर होता है, चेहरे की सिलाई को उत्पाद के कंधे के किनारों के साथ जोड़ा जाता है और गर्दन का काटा बदल जाता है। सीम चौड़ाई 0.7 सेमी है। सीम को अवतल रेखा के साथ और भीतरी कोनों में लगाया जाता है, जो 0.1 - 0.2 सेमी तक लाइन तक नहीं पहुंचता है। चेहरे का सामना करना पड़ता है, सीम चेहरे की तरफ झुकती है और चेहरे के सामने की तरफ से समायोजित होती है - 0, सीम पीस से डब्ल्यू सेमी। फिर चेहरे को उत्पाद के अंदर वापस लौटा दिया जाता है और लोहे की ओर इशारा करते हुए 0.1 - 0.2 सेमी की चौड़ाई वाली एक पाइपिंग बनाते हैं (अंजीर 70, बी)।
चेहरे के भीतरी किनारों को कंधे के किनारों के साथ समानांतर मशीन लाइनों के साथ जोड़ा जाता है, और पीछे और आगे - अदृश्य सिलाई के साथ मैन्युअल रूप से, सामने और पीछे के बीच और कंधे के किनारों के बीच, और बड़ी गर्दन वाली उत्पादों में, सामने और पीछे के बीच में स्थित होता है।
ऊनी, रेशम के कपड़े और सिंथेटिक फाइबर वाले कपड़ों से बने उत्पादों में, चेहरे के भीतरी किनारों को कभी-कभी चेहरे की पूरी लंबाई के साथ एक अंधा सिलाई मशीन पर उत्पाद के मुख्य भागों से जोड़ा जाता है।
गैर-बुने हुए पदार्थ (छवि 70, सी) के गैस्केट के साथ गर्दन को संसाधित करते समय, गैस्केट गर्दन के मोड़ के साथ एक साथ संलग्न होता है, इसे मुख्य भाग के अंदर से स्थानांतरित करता है "
फिलामेंट्स की बढ़ी हुई क्षमता के साथ पारदर्शी कपड़े से बने उत्पादों में, गर्दन के साथ गर्दन के इलाज के लिए 45 के कोण पर कटौती करने की सिफारिश की जाती है।
चेहरे को उत्पाद के सामने की तरफ चेहरे पर रखा जाता है और गर्दन (चावल, 70, जी) पीसता है। सीम पीसने के पक्ष में निर्देशित किया जाता है। चेहरे का भाग गलत पक्ष के पक्ष में 0.5-0.7 सेंटीमीटर से घिरा हुआ है और सीम को घुमावदार किनारे से बंद कर दिया गया है, 0.2 सेंटीमीटर से पीसने की रेखा को ओवरलैप कर रहा है, सामने की तरफ घुमाया गया है और सामने की ओर तय किया गया है जिससे चेहरे को जोड़ने या 0.1 सेमी पर सीम में मशीन सिलाई हो रही है। मुख्य भाग पर उससे। चेहरे को उत्पाद के अंदर से जोड़ दिया जाता है, सीम सीधे और लोहेदार होता है, जो मुख्य भाग से 0.2 - 0.3 सेमी की चौड़ाई के साथ एक पाइपिंग बना देता है।
ओवरले केवल कंधे के किनारे से जुड़ा हुआ है।
परिष्करण कपड़े (चित्र 70, ई) से बने पाइपिंग के साथ एक ट्रिम के साथ गर्दन को संसाधित करते समय, किनारों और उसके सिरों के लिए पट्टी के कुछ हिस्सों को बंद कर दिया जाता है। सीम चौड़ाई 0.7 सेमी है। सीमों को लोहे से बाहर रखा जाता है या रख दिया जाता है। इसे स्ट्रिप के सिरों को एक ही समय में गर्दन पर मुख्य भागों से जोड़ने के रूप में पीसने की अनुमति है।
गर्दन से संसाधित फास्टनर वाले उत्पादों में, पट्टी के सिरों को पीस नहीं होता है, लेकिन गलत पक्ष के किनारे 0.5 - 0.7 सेमी तक मोड़ते हैं, जो अंदर के बीच के बीच में मोड़ते हैं, कटौती के बराबर होते हैं।
इस तरह से तैयार की जाने वाली किनारों की पट्टी उत्पाद के सामने की ओर रखी जाती है और मॉडल द्वारा प्रदान की गई पट्टी के गुंबद से दूरी पर पट्टी के साथ सिलाई जाती है, जो सिरों से 3-4 सेमी तक पीछे हटती है। शेष साजिश पर। उत्पाद के किनारे सीम की चौड़ाई 0.7 सेमी के बराबर होनी चाहिए।
एक इलाज वाले फास्टनर वाले उत्पादों में, पट्टी का उपवास फास्टनर के किनारों से शुरू किया जाना चाहिए, उत्पाद के सामने की तरफ ट्रिम या टक फास्टनर को झुकाएं। चेहरे के भीतरी किनारों को 0, एच - 0.5 सेमी के अंदर घुमाया जाता है और किनारे से 0.1 सेमी की दूरी पर रेखांकित किया जाता है। किनारों को जोड़ने के बाद, गले के ओवरले को उत्पाद के सामने की ओर चेहरे पर रखा जाता है, कटौती के बराबर होता है, और गर्दन को उत्पाद के किनारे से छिड़काया जाता है, सिलाई सीम (चित्र 70, एफ) में एक रेखा डालना। चेहरे को उत्पाद के अंदर बदल दिया जाता है, सीम और हेम सीधे और लोहेदार होते हैं। चेहरे के भीतरी किनारों को कंधे के सीम से कंधे के टुकड़ों से जोड़ा जाता है, और कंधे के टुकड़ों के साथ कई जगहों पर गर्दन पर गर्दन पर। किनारों की कॉर्ड में अधिक राहत के लिए एम्बेडेड किया जा सकता है। इसे जोड़ने से पहले किनारे के लिए पट्टी के अंदर कॉर्ड डाला जाता है। एक कॉर्ड के साथ किनारे की पट्टी की ट्रिमिंग एक विशेष डिवाइस की मदद से की जाती है जो स्ट्रिंग और एक फ्लैट किनारे के तंग फिट सुनिश्चित करता है। संसाधित गर्दन दबाया जाता है। 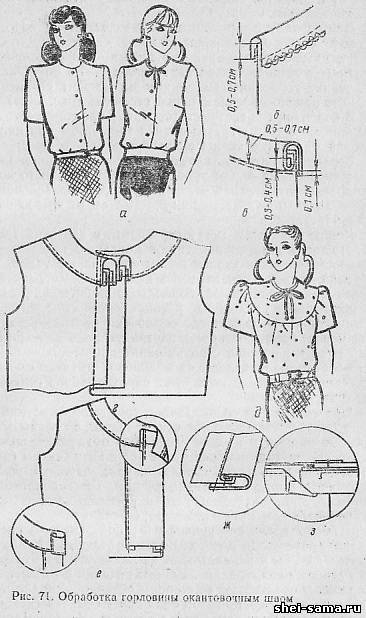
एक सीमा सीम (अंजीर 71 ए) के साथ नेकलाइन का इलाज करने के लिए, चेहरे को थ्रू थ्रेड के लिए 45 के कोण पर neckline के आकार में काटा जाता है। चेहरे और सिरों के हिस्से जमीन होते हैं ताकि रेखा वारप थ्रेड के समानांतर हो। ऐसे उत्पादों में जिनके पास गर्दन पर फास्टनर नहीं होता है, सिरों को अनुमति दी जाती है गर्दन को मोड़ने के साथ ही सिलाई पीसें। सीम काट दिया जाता है, जिससे 0.5 - 0.7 सेमी का सीवन भत्ता होता है।
ऊन, रेशम के कपड़े और सिंथेटिक फाइबर वाले कपड़ों से बने उत्पादों में सीवन लोहे से बाहर निकलते हैं, और सूती कपड़े से बने उत्पादों में दो तरफ रखे जाते हैं। चेहरे की चौड़ाई किनारे की चौड़ाई और प्रसंस्करण विधि पर निर्भर करती है। ऊनी कपड़ों के उत्पादों में गर्दन को एक खुली कट के साथ एक किनारे के किनारे से इलाज किया जाता है। चेहरे का भीतरी किनारा एक विशेष मशीन (चित्र 71, 6) से ढका हुआ है।
गर्दन पर एक संसाधित फास्टनर वाले उत्पादों में, फास्टनर के किनारों पर चेहरे के सिरों को अंदर के किनारे 1 सेंटीमीटर तक घुमाया जाता है। सामने के किनारे उत्पाद के सामने की तरफ सामने का सामना होता है, कटौती को स्तरित करता है, और चेहरे की तरफ गर्दन बदल जाता है। सीम की चौड़ाई 0.5 - 0.7 सेमी (मॉडल के आधार पर) है।
नेकलाइन पर फास्टनरों के बिना उत्पादों में, अनस्टक सिरों के साथ सिलाई, सिरों से 3 से 4 सेमी तक पीछे हटना। पट्टी के अनचाहे सिरों को जमीन से बाहर कर दिया जाता है। सीम दो तरफ रखी गई है और शेष क्षेत्र में सिलाई का सामना करना पड़ रहा है। चेहरे को उत्पाद के अंदर, मोम के चारों ओर झुकने और एक पाइप बनाने के लिए जोड़ा जाता है। किनारे को जोड़ने के सीम में उत्पाद के सामने की तरफ मशीन सिलाई द्वारा किनारों को तेज किया जाता है। तैयार फार्म में गर्दन लोहा।
एक सीमावर्ती सीम के साथ नेकलाइन का इलाज करने के लिए, किनारों की चौड़ाई (किनारों की चौड़ाई के साथ 1-1.5 सेमी) के आधार पर वार्प यार्न चौड़ाई के लिए 45 के कोण पर तिरछी बैकिंग काट लें। किनारों को एक विशेष डिवाइस के साथ एक लाइन (अंजीर 71) के साथ मशीन पर किया जाता है। ग)।
बिना किसी फास्टनर के उत्पादों में, गर्दन को पीछे के मध्य वर्गों को पीसने से पहले किनारों पर रखा जाता है ताकि किनारों के किनारों के किनारों पर आगे बढ़ने के साथ आगे बढ़ जाए।
बीच की सीम में किनारों के ऊपरी और निचले किनारों को एक ही स्तर पर होना चाहिए। ऊपरी भाग भत्ता उत्पाद के ऊपरी भाग में 0 से 0, 0.4 - सेमी सेम खंडों (छवि 71, डी) से सीमा पर सिलाई करके उत्पाद में संलग्न होता है।
किनारों के सिरों तारों में जा सकते हैं (चित्र 71, डी), जिसकी लंबाई मॉडल पर निर्भर करती है। लाइट-स्लिप कपड़ों के उत्पादों में, सिरों को गाँठ से बंधे होते हैं, गैर-गिरने वाले लोगों से उन्हें बिना किसी प्रसंस्करण के कटौती की जाती है। एक फास्टनर वाले उत्पादों में जिन्हें पिक-अप द्वारा संसाधित किया जा सकता है, यह अनुशंसा की जाती है कि पक्षों को मोड़ने से पहले गर्दनबंद किया जाए। पक्षों को मशीनों के बाद, अंडरबोर्ड के ऊपरी कटौती अंदर की ओर घुमाए जाते हैं ताकि घुमावदार किनारे गर्दन की रेखा को 0.1 - 0.2 सेमी तक ओवरलैप कर दे, और गर्दन किनारों वाली रेखा (चित्र 71, ई) के साथ उत्पाद के सामने की ओर से मशीन सिलाई के साथ तय किया जाता है।
एक विशेष स्थिरता की अनुपस्थिति में, गर्दन को बंद वर्गों के साथ एक किनारों की सीम के साथ माना जाता है, अक्सर दो बार सामना करने के साथ - दो बार पंख (अंजीर 71, जी) के कपड़े पर कटौती की एक पट्टी - चेहरे के हिस्से जमीन होते हैं ताकि रेखा वार के समानांतर हो। सीम छिड़कती है, 0.5 - 0.7 सेमी की एक सीवन भत्ता छोड़कर, दोनों तरफ बाहर निकलते हैं। चेहरे के सिरों को जमीन से बाहर नहीं किया जा सकता है। चेहरे को अंदर के बीच में झुका हुआ है, खंडों को स्तरित किया जाता है। चेहरे के एक छोर का काट 1 सेमी से नीचे की ओर जाता है और सामने की ओर रखा जाता है उत्पाद को चेहरे और गर्दन के वर्गों को स्तरित किया जाता है। गर्दन को चेहरे की तरफ से बदल दिया जाता है। सीम की चौड़ाई मॉडल पर निर्भर करती है, चेहरे के एक छोर के साथ (अनप्रचारित) दूसरे से 1 - 1.5 सेमी (चित्र 71, एच) से आगे जाना चाहिए। चेहरे को अंदर की तरफ घुमाया जाता है, सीम के चारों ओर झुकता है, एक पाइपिंग बना देता है, और सामने की तरफ से मशीन सिलाई के साथ चेहरे को पोग्राचिवानीयू के सीम में लगाया जाता है। । तैयार फार्म में गर्दन लोहा।
एक कॉलर और लैपल्स के साथ कोट या जैकेट - कई फैशनेबल महिलाओं का सपना। नौसिखिया सुई महिलाएं ऐसे मॉडल पर अनिच्छुक रूप से लेती हैं क्योंकि कॉलर की प्रसंस्करण उन्हें सबसे बड़ी कठिनाइयों का कारण बनती है।
इस मास्टर क्लास में, हम देखेंगे कि कॉलर और लैपल्स को सही ढंग से कैसे संसाधित किया जाए, उत्पाद की गर्दन में तैयार हिस्से को सिलाई करने के सभी सूक्ष्मताओं और बारीकियों की विस्तृत जानकारी लें।
तीन चरणों के मास्टर क्लास कंसल्ट्स: उपचार और एक गेट वॉल्यूम तैयार करना, एक लक्जरी और एक पहाड़ में एक तैयार गेट क्रॉसिंग
एक डेम्बर कॉलर हैंडलिंग और फार्मिंग
चरण 1
स्टैंड और कॉलर के दोनों विवरण गैस्केट के साथ सुरक्षित।
सीम लाइनों को स्थानांतरित करें और गलत तरफ के निशान की जांच करें।
चरण 2
ऊपरी कॉलर चेहरे के विस्तार के साथ स्टैंड के एक विवरण को मोड़ें, बीच की रेखाओं को संरेखित करें।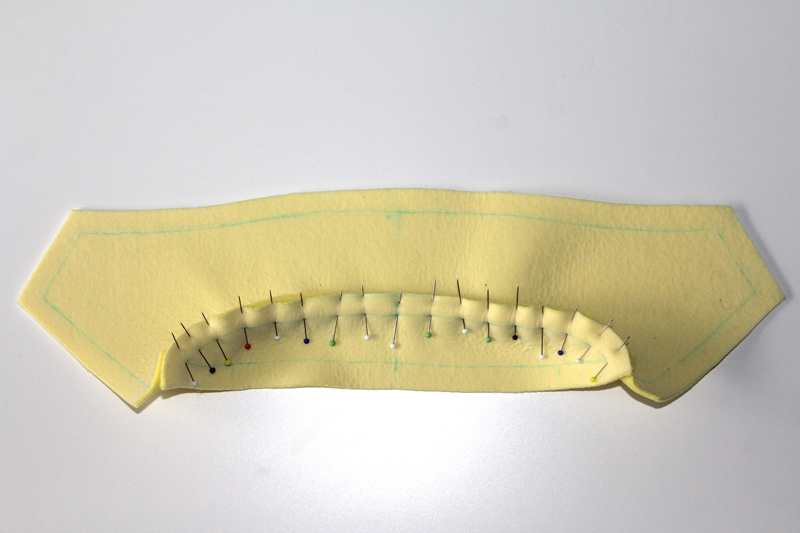
पीसने की लाइन के साथ रैक पिन करें, मार्कअप को संरेखित करें, स्वीप करें।
चरण 3

शीर्ष कॉलर के लिए एक रैक सीना।

गोलाकार बिंदुओं पर कॉलर को अटैचमेंट स्ट्रैट के सीम भत्ते काट दें (पायदान गहराई 5 मिमी से अधिक नहीं)। सिंच की संख्या सीम के वक्रता पर निर्भर करती है: रेखा के झुकाव जितना अधिक होगा, उतना ही अधिक आवश्यकता होगी। ढीली सामग्री पर, इस तरह के एक ऑपरेशन की आवश्यकता नहीं है।
चरण 4
कॉलर को स्टैंड सिलाई करने के सीवन भत्ते को स्कफ करें, सिलाई सिलाई से 1-2 मिमी की दूरी पर लाइनें रखी जाती हैं।

सीम के करीब भत्ते को ट्रिम करें।
इसी प्रकार, नीचे कॉलर को संभालें।
चरण 5

कटौती के बराबर, ऊपर और नीचे कॉलर का सामना करना पड़ता है।
चरण 6

सामग्री के घनत्व और मोटाई के आधार पर, फ्लाई के साथ निचले (!) कॉलर के नीचे और कॉलर के छोटे सिरों को 3-5 मिमी तक अंडरसाइज़ करें।
चरण 7

कॉलर और निचले कॉलर को आमने-सामने मुड़ें, कटौती के बराबर, बीच से दूर करें।

कॉलर बंद करें।
चरण 8

निचले कॉलर, 1.5 मिमी चौड़े से बाहर निकलने के लिए सीवन भत्ते समायोजित करें।

सिलाई के करीब भत्ते को ट्रिम करें।
चरण 9

कॉलर के सिरों को चालू करें, गर्दन में कॉलर सिलाई करने वाले मार्कअप पर बिल्कुल शुरू / समाप्ति रेखा।

एक कोण पर कॉलर के सिरों पर ट्रिमिंग सीम भत्ते काट लें।
चरण 10
कोनों को सीधा करने के लिए कॉलर को सामने की ओर मुड़ें।

फ्लाई पर रेशम धागे के साथ तिरछे सिंचन के साथ कॉलर को निचोड़ें और निचले कॉलर के किनारे एक संक्रमण किनारे के गठन के साथ छोटे सिरों को दबाएं।
चरण 11

कॉलर सिरों की समरूपता की जांच करें। लौह, फिर निशान और लोहे को हटा दें।
चरण 12
अब कॉलर बनाने के लिए जरूरी है।
ऐसा करने के लिए, मेननेक्विन और पिन पर एक मोड़ के साथ समाप्त कॉलर डालें। एक स्प्रे बोतल के साथ मॉइस्टन और इस स्थिति में सूखने की अनुमति देते हैं।
रंग और लेकन के उपचार के बाद रंग में मुंह में आता है।
जबकि कॉलर मोल्ड किया जा रहा है, हम लैपल्स की प्रसंस्करण के लिए आगे बढ़ते हैं।LACCANS का उपचार
चरण 1
अपने मॉडल और चुने हुए सामग्री के लिए सिफारिशों के अनुसार अलमारियों के ब्योरे को डुप्लिकेट करें, साथ ही फ्लिज़ेलिन के साथ चयन की पीठ की गर्दन के चयन और चेहरे को डुप्लिकेट करें। गैर बुने हुए कपड़े पर शेयर की दिशा बेस सामग्री के हिस्से पर हिस्से की दिशा के अनुरूप होना चाहिए। शेड पर लैपल की घुमावदार रेखा के साथ और अलमारियों और बैकस्टेस्ट की गर्दन के साथ, मोती की किनारों की रेखा के साथ, आवश्यकतानुसार फ्लिज़ेलिन कैंटनबैंड दबाएं।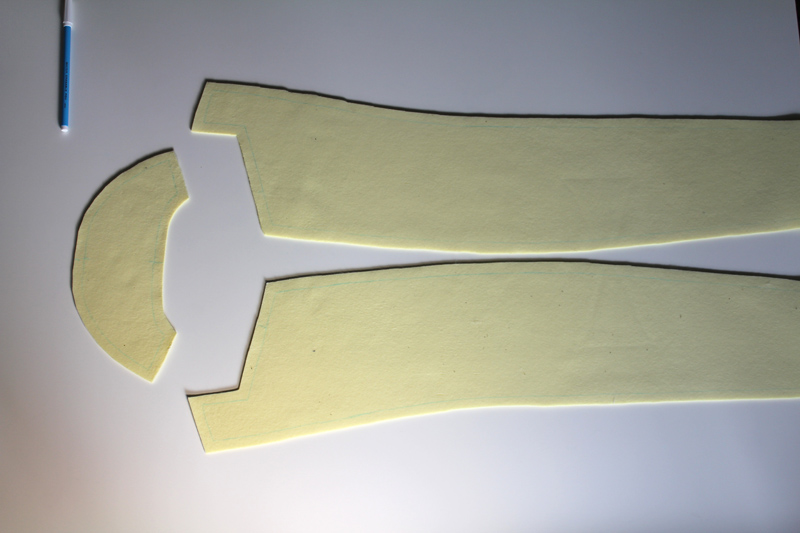

गोंद गैसकेट के साथ प्रबलित भागों पर, पैटर्न चिह्नित करें।
चरण 2
अलमारियों, बैरल, राहत और कंधे के टुकड़ों पर पीठ के विवरण को स्वीप करें, यदि आवश्यक हो तो समायोजन करें और समायोजन करें। इसके बाद, कंधे के टुकड़ों से बस्टिंग को हटा दें, इससे प्रोसेसिंग और इस्त्री लैपल्स की सुविधा मिलेगी।
किनारों के साथ मोहरे सामने के कट पर आमने-सामने और कोट के नीचे कॉलर सिलाई निशान से कटौती।
समाप्त लैपल के कोने के लिए उत्पाद के खिलाफ आराम करने के लिए और लंबे समय तक के पिन के साथ, ब्रिस्टल नहीं, पिक-अप विस्तार पर लैपेल के कोने को पिन करें।
यह पिक के हिस्सों पर सामग्री का एक छोटा सा फिट बनाता है।
लैपेल के मोड़ के स्थान पर, साइडबोर्ड पर एक छोटी लैंडिंग करें।
चरण 3
कोट के नीचे कॉलर सिलाई निशान से अलमारियों के किनारों पर उठाओ। लैपल के एक तीव्र कोण के पारित होने के साथ, सिलाई की लंबाई 2 मिमी तक कम करें और कोण को कम करने के लिए एक कोने 1-2 ट्रांसवर्स सिलाई में रखें।
पिन निकालें।
चरण 4


लाइन की शुरुआत में और लैपल के मोड़ के स्थान पर, 2 मिमी की रेखा तक नहीं पहुंचते हैं।
चरण 5

कटौती भत्ते की अनुमति दें।
![]()
संरचना और भौतिक गुणों के आधार पर 3-7 मिमी तक चरणों में कटौती करें।

कोनों में, कोने में भत्ते काटने, लाइन के लिए 2 मिमी तक की अनुमति दें।
चरण 6
कोट के अंदर की दिशा में एक संक्रमणकालीन किनारों के साथ रेशम धागे के slanting सिलाई के साथ बोर्ड के किनारे चयन और बाहर बारी।
कृपया ध्यान दें कि लैपल पर संक्रमण किनारा किनारे के किनारे पर होगा, और पिक पक्ष पर लैपल संक्रमण किनारे के किनारे के नीचे होगा।
चरण 7
इस्त्री के माध्यम से मोती किनारों और लैपल्स को लोहे, अधिमानतः एक सुई वेब पर।
यदि यह उपलब्ध नहीं है, तो मुलायम बैकिंग शीट पर या बेस सामग्री के फ्लैप पर लोहे को सामग्री के बनावट को नुकसान पहुंचाने के लिए और ढेर को रगड़ने के लिए नहीं। निशान और लौह फिर से निकालें। शेल्फ के किनारे से आयरन लैपल्स, बोर्ड - पिक के किनारे से।
चरण 8

उत्पाद, लोहे पर कंधे के सीमों को सीवन करें और कोनों में तिरछे में 1.5 सेमी तक भत्ते को ट्रिम करें।
चरण 9

क्लेव और पीछे की गर्दन सिलाई और संस्कार खंडों के साथ आमने-सामने ट्रिम करें। सीवन भत्ते की अनुमति दें और विकर्ण के कोनों में उन्हें 5-7 मिमी तक ट्रिम करें।
चरण 10
यदि मॉडल में बुना हुआ आंख-हैंगर है, तो इसे अस्तर की एक पट्टी से फ्लैट या मोड़ से बाहर निकाल दें। एक फ्लैट हैंगर के लिए, लगभग अस्तर सामग्री की एक पट्टी खोलें। 3x10 सेमी, आधा अंदर के साथ दबाएं, गुना करने के लिए खुली स्ट्रेसिस झुकाएं और फिर दबाएं। किनारे से 1 मिमी की दूरी पर गुना सिलाई।
पिछली चेहरे के पीछे तैयार हैंगर सुरक्षित करें। यदि मॉडल एक हैंगर श्रृंखला के साथ समाप्त हो गया है, तो इसे बाद में सिलवाया जा सकता है।
हिल में लोकप्रिय हैंडलिंग
चरण 1
कॉलर पर लेबल की उपस्थिति, साथ ही साथ कॉलर के बीच के लेबल और बैक गर्दन fillers की जांच करें।कोट गर्दन कॉलर के साथ कोट और कॉलर के बीच कॉलर डालें ताकि नीचे कॉलर कोट पर और कॉलर और ग्राइंडर पर शीर्ष कॉलर हो।

पीछे के बीच में और कॉलर के स्टैंड के बीच में निशान से शुरू होने वाले कोट की गर्दन में नीचे कॉलर को इंजेक्ट और स्वीप करें।
चरण 2

कॉलर और बैक गर्दन fillers की गर्दन में Vkolite ऊपरी कॉलर और wad।
चरण 3
कॉलर में सिलाई।
कोनों पर, पायदान बनाओ।

ब्लॉक पर लोहा की अनुमति दें। ट्रिम भत्ते 5-8 मिमी तक ट्रिम करें। ऊपरी कॉलर भत्ते निचले कॉलर भत्ते से अधिक व्यापक हैं। गर्दन पर भत्ते ट्रिम नहीं करते हैं।
चरण 4

पीठ पर और कोने से चेहरे पर लेटल के कोने पर गर्दन की पीठ को एक साथ विभाजित करें। उन्हें एक टाइपराइटर पर सिलाई।

यह ऑपरेशन सिंगल फुट पैर करने के लिए अधिक सुविधाजनक है।
चरण 5
लैपल संयुक्त और मोती के सीवन लोहे।
मोड़ के नीचे एक टेरी तौलिया के एक रोल को रख कर मोड़ पर लैपेल रखो और गीले लोहे के माध्यम से धीरे-धीरे कुशन दबाएं। लैपल का गुना फ्लैट (!) नहीं होना चाहिए।
चरण 6

गर्दन के समर्थन के लिए एक तैयार किए गए कोट हैंगर सिलाई।
पीछे सबसे मुश्किल बात है। आप आस्तीन डालने और उत्पाद के साथ अस्तर को जोड़ने, उत्पाद के निचले हिस्से की प्रसंस्करण पर आगे बढ़ सकते हैं।
संबंधित लेख















