メンズシャツモデルの縫製フローを設計するコースワークb。 外観の説明
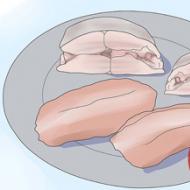
ストレートシルエットのコットン生地で作られたメンズシャツです。
ワンピースバー付きのシェルフ、6つの付属ループと6つのボタン用の中央クラスプ。 左の棚には胸ポケットが1つあります。 また、棚の側面に肩の縫い目がずれた棚。
背の上の背中には、背の上に2つの倉庫が肩甲骨の領域に置かれています。
ポケットの上側部分は、閉じた切れ目を有する折り目に加工される。
スリーブvtachnoy、シングルシームショーツ、ワンピースの袖口付き。
首輪vtachnoyはカウンターをオンにします。
ビードの端には、カラーの端に沿って幅5mmの仕上げ線が溶接されています。
製品の底面は、閉じた切れ目でシーム溶接されています。
コットン生地の男性用カットシャツの詳細
(図2に示す)
図2 - メンズコットン生地のカットシャツの詳細
コットン生地の男性用カットシャツの詳細仕様
表1 - カットパーツの仕様
継手:
ボタン - 6個。
コットン生地からの男性用シャツの加工技術
表2 - 綿布からの男性のためのシャツ加工の技術順序。
|
操作 |
専門分野 |
グラフィックイメージと技術仕様 実装 操作 |
操作の受付 |
機器、ツール 適応 |
|
1.準備段階 |
||||
|
1.カットパーツの入手 2.切断部品の有無の確認 3.テンプレートによるカットの詳細の明確化 4.対の部品の対称性をチェックする |
カットの詳細を確認し、使用可能性をチェックし、パターンによるカットの詳細を指定し、ペアになっている部品の対称性をチェックします |
チゼル、チョーク、はさみ |
||
|
Ιブランキングステージ |
||||
|
棚の初期処理 |
||||
|
5.オーバーヘッドポケットの場所の場所の左の棚を置く |
補助パターンの上にパッチポケットの位置を4行で置きます: ポケットの1,2側縁、3トップポケット(エントリーライン)、4ボトムポケット |
Lekalo、チョーク |
||
表2の続き
|
パッチポケットの加工 |
||||
|
6.カットラップを押すパッチポケットラインのパッシング |
我々はパッチポケットにすべてのテーパ付きの黒皮をアイロンのラインを置く |
Lekalo、チョーク |
||
|
7.パッチポケット全体のパッドのパディングを変更する |
我々はパッチポケットの全体重なりパッチを7と27mmで順番に押す |
(ドイツ) |
||
|
ワンピースパディングの取り付け |
1〜2mm幅の継ぎ目を有するパッチポケットのワンピースパッチをプレスされた折り目から差し引く | |||
|
9.重なり合ったポケットの上端をPryutjujivanie |
パッチポケットの上端をカチッと音がするまで押し込みます |
(ドイツ) |
||
|
10.パッチポケットの底部および側部セクションの取り付け |
ポケットの底部と側部のセクションを間違った側から10mm押してください |
(ドイツ) |
||
表2の続き
|
11.左の棚にパッチポケットを挿入する |
我々はポケットの端から1〜2mmの縫い目の幅を計画して、棚の上にポケットを過ごす。 線の終わりは、中括弧で終わり、長さは10-12mm、幅は5mmです。 フィニッシュライン、1cmのステッチ3〜4の頻度 |
8332細胞、Tekstima(ドイツ) |
|||
|
12.完成した形のプリュチューズヴヴァーニーパッチポケット |
準備されたポケットを所定の位置に収まるまで押します |
(ドイツ) |
|||
|
ホース加工 |
|||||
|
13.袖口全体のアイロン掛けの袖の上の適用 |
我々は、袖全体にアイロンをかけた袖口に袖口を付けました |
Lekalo、チョーク |
|||
|
14.Shutuzhuzhivanie全袖袖口袖口 |
オールインワンのカフの加工許容量は35 mmで一貫して2列にします |
(ドイツ) |
|||
|
15.全スリーブスリーブを試す |
我々は、押された折り目から5mmの縫い目幅を有するワンピースカフススリーブスリーブの加工のための余裕を取ります |
8332細胞、Tekstima(ドイツ) |
|||
|
16.Pryutyuzhivanieは、スリーブの下端 |
完全に接着するまでスリーブの下端縁 |
(ドイツ) |
|||
|
背もたれの治療 |
|||||
|
17.倉庫の場所の裏側のアプリケーション |
補助パターン用の倉庫の場所の裏に適用する |
チョーク、テマル |
|||
|
18.倉庫を掃除する |
倉庫を掃除して折り畳むと、正面ではアームホールに向けられます |
針、ひも |
|||
|
表2の続き |
|||||
|
19.倉庫を後ろにつかむ |
背もたれの上の部分から5mmだけ背もたれの上の収納をステッチします |
8332細胞、Tekstima(ドイツ) |
|||
|
20.プリュジュジュツヴァニエ倉庫 |
倉庫を押す |
(ドイツ) |
|||
|
21.コケットとコケットの裏地を背中にぶち当てる |
バックヨークにセクションを等しく、パッドの背面にバックレストと背もたれの下側にライニングヨーク面の表側に対向するベッドヨークのヨークと、ヨークステッチシーム幅10ミリメートルステッチ |
8332細胞、Tekstima(ドイツ) |
|||
|
コーチングのクラッチ |
フロップを押す |
(ドイツ) |
|||
|
23.コケットのステッチングとコケットの裏地 |
幅1〜2mmの縫い目のステッチコケットと裏地コケット |
8332細胞、Tekstima(ドイツ) |
|||
|
24.完成したフォームで背もたれに背もたれを調整する |
既製の形で背もたれを背中に押してください |
(ドイツ) |
|||
|
クランプ処理 |
|||||
|
ワンピースファスナーの屈曲線の棚の上の適用 |
締結具の折曲げ線の曲線の外縁に沿ってチョーク線を適用し、線は棚の首に沿ったノッチのレベルに位置する |
Lekalo、チョーク |
|||
|
26.男のシャツのためのワンピースジッパーストライプの複製 |
シェルフの左側にジッパーのオールインワンストラップを複製します |
(ドイツ) |
|||
|
27.ワンピースファスナーストラップを取り外す |
計画されたラインに沿ってファスナーのオールインワンストラップを押してください |
(ドイツ) |
|||
|
28.全切削棒の曲げられた切れ目の取り付け |
全テーパーバーの曲がった部分を曲がった部分から5 mmに固定する |
8332細胞、Tekstima(ドイツ) |
|||
|
表2の続き |
|||||
|
29.バーを恐ろしくする |
前のバーを押す |
(ドイツ) |
|||
|
30.折り返しの端に沿ってプロクシーヴァニー仕上げステッチ |
折り目から5mmのところに折り目の端に沿って仕上げ線を置く |
8332細胞、Tekstima(ドイツ) |
|||
|
31.男のシャツの棚の右側にあるワンピースのバーを差し込みます |
男のシャツの棚の右側のカットバーを2回連続してアイロンをかけるには、21mm |
(ドイツ) |
|||
|
完成した形のプラスチック製の留め具。 |
完成品のファスナーを押してください |
(ドイツ) |
|||
|
首輪の治療 |
|||||
|
33.上部の襟をする |
上の襟を間違った側から複製する |
(ドイツ) |
|||
|
34.上部襟下げ |
私たちは、襟を挽いて、内側を前側にして、下側の襟から、上側の襟を植える。 ステッチ縫いの幅は5〜7mmです。 1cmのステッチ周波数4-5。 タイラインの始めと終わり |
8332細胞、Tekstima(ドイツ) |
|||
|
35.襟の隅にあるヴィッセカイのシームの余裕 |
コーナーセクションで研削した襟の縫い目の余裕を2〜3mmに達しないようにカットしました | ||||
|
36.フロント側にカラーをねじ込み、コーナーをまっすぐにします。 |
襟を前側に回し、コーナーをまっすぐにします |
特別なペグ |
|||
|
37.カットの形成を伴う襟のPryutjuzhivanie |
Prjutuzhivaemの襟、上部の襟からのお化けの形成と |
(ドイツ) |
|||
|
38.襟の外側と端の仕上げ縫いのプロセス |
我々は、フライと襟の端に仕上げ線を敷く。 仕上げ幅5mm |
8332細胞、Tekstima(ドイツ) |
|||
|
39.インナースタンド下部の同時アイロン掛けによるカラーのインナースタンドの複製 |
内側の襟のスタンドを複製し、同時に内側のストラットの下部を10mm押します |
(ドイツ) |
|||
|
内側の列の下部を縫い合わせる |
インナースタンドの下部を曲がったカットから5mmステッチする |
8332細胞、Tekstima(ドイツ) |
|||
|
41.ラック内のカラーのステッチング |
ラックの襟を10 mmステッチする |
8332細胞、Tekstima(ドイツ) |
|||
|
42.襟の縫い目の縫い目の余裕をラックにカットする |
襟の縫い目の縫い代をラインに達することなくスタンドに縫い付けます。1-2mm | ||||
|
43.前面にラックをねじ込む |
前面のスタンドのネジを外します |
特別なペグ |
|||
|
製品のインストール |
|||||
|
44. Pryachivanieライニングのコケットを棚に |
シームの棚の幅に10ミリリットルのコリを入れたプリテンションライニング |
8332細胞、Tekstima(ドイツ) |
|||
|
45.コケットの裏地の縫い目の縫い代を棚に押し付ける |
それはサイドヨーク裏地に棚に許容pritachivaniyaライニングヨークを縫い目プレス |
(ドイツ) |
|||
|
46.コケットの上側部分の突き刺し |
コケットの上部を10mm押してください |
(ドイツ) |
|||
|
表2の続き |
|||||
|
46.吹き出しが棚に飛ぶ |
棚にコケットを広げる縫い目の幅は折り目から1〜2mmです |
8332細胞、Tekstima(ドイツ) |
|||
|
47.製品の首に襟を縫いつける |
製品の襟の襟をステッチし、縫い目の上部のラックの幅に10mm |
8332細胞、Tekstima(ドイツ) |
|||
|
48.襟の縫い目の縫い代を物品の首に押し込む |
襟の縫い目の継ぎ目代を襟元の方向に製品の首に押し付けます |
(ドイツ) |
|||
|
バーの端を研削し、出発襟ラックステッチ縫い目でフィニッシュラインを舗装同時に、製品の首に49.Nastrachivaneラック内部 |
継ぎ目に沿って装飾ステッチ舗装同時にTopstitch製品の首に裾底ラック、及び研削スタンドカラー出発、ジョイント幅が2mmステッチ |
8332細胞、Tekstima(ドイツ) |
|||
|
50. Pryutjuzhivanieのような種類の襟 |
完成した形の襟を押してください |
(ドイツ) |
|||
|
51.開いたアームホールにスリーブを挿入する |
我々は、スリーブにノッチをアームホールアームホールの対応するノッチと組み合わせて、10 mm幅のシーム付きの開いたアームホールにスリーブをホースします。 | ||||
|
52.ホースシームのシーム余裕のスライス |
我々は、エッジ研削盤の背部側から袖を縫う縫い目の余裕を掃く |
アガットJSC (ロストフ・オン・ドン) |
|||
|
53.縫いスリーブのための縫い目 |
我々は、袖の縫い目の余裕を袖に向かって押し付ける |
(ドイツ) |
|||
|
表2の続き |
|||||
|
54.棚の側部セクションとスリーブの裏側セクションと内側セクションのステッチング |
幅10mm内側継ぎ目の面を積層し、内部剪断力によってスリーブの底部から側面部の上部を切断します。 1cmのステッチ周波数4-5。 ラインの始めと終わりには補強があります |
8332細胞、Tekstima(ドイツ) |
|||
|
55.製品のサイドシームの広がりとスリーブの内部シーム |
我々は棚側からサイドシームの余裕を掃く |
アガットJSC (ロストフ・オン・ドン) |
|||
|
56.製品のサイドシームとスリーブの内部シームの余裕の収縮 |
私たちは、製品のサイドシームとバックの内側の縫い目の許容量を調整します |
(ドイツ) |
|||
|
57.製品の底部の明確化 |
製品底部の切れ目は水平でなければなりません |
Lekalo、チョーク |
|||
|
58.ボトムのボトムラインの描画 |
底部の曲げ線は、7と12mmの距離で適用されます |
Lekalo、チョーク |
|||
|
59.Shutuzhivanie製品の底を曲げるための余裕 |
予定ラインに沿って製品の底の裾の余裕を押します |
(ドイツ) |
|||
|
60.製品のボンディング |
製品の底面の余裕をフロント側から取り、縫い目の幅は10mm、縫い目の頻度は1〜3cmです。 ステッチは折り畳まれた縁に平行である |
8332細胞、Tekstima(ドイツ) |
|||
|
プロダクトの61.Prostyuzhivanie |
完全に固着するまで製品の底部にPrjutuzhivaem |
(ドイツ) |
|||
|
表2の続き |
|||||
|
I.V. 製品の仕上げ |
|||||
|
64.シェルフ上のループの配置 |
我々は補助パターンに沿ってループの位置の右の棚に置く |
Lekalo、チョーク |
|||
|
65.棚のループをステッチングする |
予定されている場所の線に沿って棚に6つのループを縫い付けます | ||||
|
66.産業廃棄物の浄化 |
私たちは不要なスレッドを取り除き、製品の処理の結果として残します | ||||
|
67.最終WTO製品 |
最終的なWTO製品 |
(ドイツ) |
|||
|
68.棚のボタンの位置の配置 |
補助柄を使用して、ボタンの位置を右の棚に置きます | ||||
|
69.棚のボタン縫い |
予定ラインの右の棚に6つのボタンを縫い付けます |
針、糸、はさみ |
|||
|
70.完成品の品質管理 |
私たちは完成品の品質を管理します | ||||
|
71.最終製品のマスタへの配送 |
完成した製品のマスタへの配送 | ||||
まだ夜景? なぜ?
ナイトシャツはとても素早く着ます。したがって、あなたは質の高い天然リネンをどこで購入するか、自分で縫うことができるかを知る必要があります。
時々、私は縫うだけで、私はちょうど購入したいと思うし、時間の縫製を浪費しない、特にこのタイプの衣類は特別なテストを必要としないので。
既製の天然リネンは高価です
そして、すべてが良いですが、今回は私がナイトウェアの価格で不愉快驚いた - それは少し高価なように見えました。 材料のコストを再考すると、これは布よりも5〜7倍高価であることが分かりました。
スマートな合成物は比較的安価です。 しかし、あなたの人生の責任ある半分をそれに費やすためにあなたの健康を守る方法。
それは私が思ったところです...
しかし、これはおそらく私の問題ではないでしょうか? それは言うにはばかげている...シャツを縫うことは、切断と一緒に数時間かかる。
そして、それは最も不器用なドレスメーカーでも縫うことができます! あなたが素晴らしい車オーバーロックの幸運な所有者であるならば、躊躇せずに縫製に進んでください! オーバーロックはありませんか? neobmetannymi縫い目を残す、ジャージは溶解しないか、razlohmatitsya、しかも、それが今でファッショナブルです。
自分自身とその愛する人のための縫製服は、針状婦のための価値ある職業です。
私は実用的な目的ではなく、細工のために時間を費やす人を理解していませんでした。 それが衣服かどうか! 常に需要があり、棚や壁に散布することはありません。 あなたがカットする方法、スタイルを選択する方法、縫製に熟練していない場合は、あなたが開始する必要がありますか? その上でドレスを縫うときに必要となるすべての治療法を試すことができます(リハーサル)。
確信している? 始めましょう! あなたは同意しますか?
1.ストラップ上のナイトシャツの模型のモデリング
ナイトウェアは私たちの人生において重要な役割を果たします。 それは非常に多様で、美しいライトシャツを好む女性がいます。 それらの多くは手で縫うことができます。 私はあなたがストラップに女性のナイトガウンのパターンのモデリングを検討することをお勧めします。 2つのモデルがありますので、好きなモデルを選択する機会があります。 
シャツのモデリングを進めるには、あなたのサイズに合わせて半隣接ドレスのベースを持たなければなりません。 パラメータが標準のパラメータと一致する場合は、既製のパターンをマガジンから使用できます。 両方のモデルは、綿、ポプリン、竹布、綿などの軽量素材で作られています。 あなたはシルクで作られた製品を好む場合は、それはまた、よりエレガントでシックになります縫製夜のシュミーズ、最適です。
モデル1

最初のモデルのためのパターン・ナイトガウンは、迅速かつあまり問題なく行われますが、製品には、両側にとシャツの下にレースのストリップのおかげで非常に良さそうに見えます。 基本パターンをモデル化する方法を参照してください。 青い線は夜のシャツの新しい輪郭を示し、パターンをカットする必要があります。 ボディスの乳房サイドダーツが閉じられ、解凍されたタックが現れます。 そしてスカートには解凍されたタックは全く考慮されていません。 ![]()
胸の円周上にしたい場合は、あなたのガウンを高めるために缶の底に緩いだっ以上12センチメートル。約6センチ、8〜12センチからヒップの円周の小さな増加を与える必要がある。しかし、これは意志、考慮にレースの幅を取ることを忘れないでください 側面の全長に縫う。 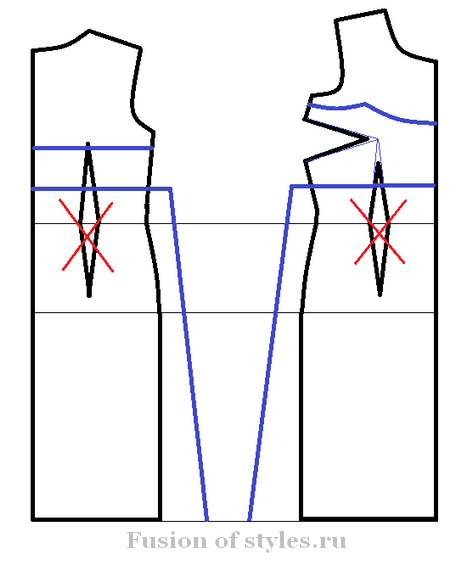
シャツには脱着可能な身頃があり、スカートに縫い目でつながれ、伸縮性のあるバンドになっています。 身頃の中央上部は細いレースでトリムされ、背中の身頃は弾性バンドにセットされます。 ストラップの長さは、継手に指定されています。 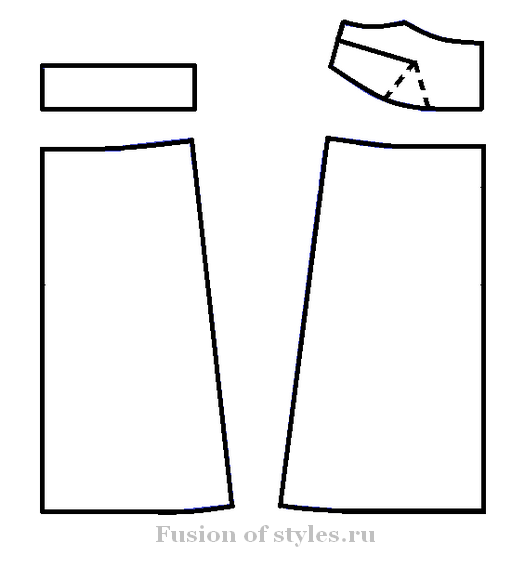
モデル2
 2番目のモデルは最初のモデルよりも複雑です。 それには補助線がたくさんありますが、基本パターンは同じです。 正面のカットボディスは3つの部分に分かれています。 ボディスの側面の詳細では、乳房のタックを閉める必要があります。 ボディスの下にはレース生地のインサートがあり、底に細いレースが刺繍されています。 ボディスのトップは同じレースで扱われます。 同前面のスカートは、3つの部分で構成され、下部にレースストリップで弓と元のコーナーインサートとカットの形で装飾的な詳細があります。
2番目のモデルは最初のモデルよりも複雑です。 それには補助線がたくさんありますが、基本パターンは同じです。 正面のカットボディスは3つの部分に分かれています。 ボディスの側面の詳細では、乳房のタックを閉める必要があります。 ボディスの下にはレース生地のインサートがあり、底に細いレースが刺繍されています。 ボディスのトップは同じレースで扱われます。 同前面のスカートは、3つの部分で構成され、下部にレースストリップで弓と元のコーナーインサートとカットの形で装飾的な詳細があります。 
背もたれは基本パターンと同じままですが、解凍されたダーツはありません。 胸囲には約10cmの臀部の周りに約6cmの増加を与える必要があります。パターンをカットした後、この部分のセットを取得します。 後ろの身頃の上部には、利便性のために弾性バンドをエンボスすることができます。 
これは、あなたがこれらの夜間の女性のシャツをシミュレートする方法です。 あなた自身の手で自分のためにそれらを作成したいという欲求があるなら、パターンを構築するこれらの方法を使うと便利です。 ストラップのナイトシャツは、暑い夏の日に特に関係します。 また、自然な生地は安らぎと利便性を保ちます。
モデル3
著者に多くの感謝:
私たちは買い物をして夜服を買いに行く
編み物を選ぶことから始めましょう。 おそらく、あなたの中にはこれが最初のジャージーになるでしょう。 恐れる必要はありません。
シャツの場合、平滑面と呼ばれる編地が使用される。 私たちは100%自然なキャンバスが必要です。 それで、我々はストッキングである円形の編み物を選ぶでしょう。
あなたがジャージーを区別する方法を知らなければ、売り手はこれであなたを助けます。 それはとても簡単です。 オフハンド、これはジャージーパンティー、ベビー服を縫うジャージーです。 彼の小さな、しばしば白い地球の色。 ここではニットの詳細については触れません。
しかし今、私はあなたに詳細を教えて、トラブルに陥らないように何を買うか、カットのためのニットウェアをどのように準備し、テーブルに均等に寝かせるかを示します。 それと同時に、私たちがあなたとカットして縫うようなシャツを見てください。 
説明: ワンピースの半袖と楕円形のネックラインのニット生地からのナイトガウンのナイトウェア。 すべてのスライスは編み物によって処理されます。
買うもの シャツを縫うには、1-1.3 mの編地が必要です。 頸部および他の部分を仕上げるためには、必要であるが0.1mのニットウェアが望ましい。 仕上げのオプションとして(縫製の進んだ)レースと編組を使用することができます。 ニットの縫製に適した色と糸の糸を忘れないでください。
私はあなたに編み物の例を見せてくれるでしょう。 したがって、別のジャージーを購入した場合は、カットをレイアウトするときにこれを念頭に置いてください。 カットは折り返しからのものでなければなりません。 あなたのニットがリネン(スプリット)の場合は、あなたの構造を折り畳みに移動します。 他に違いはありません。
このビデオの縫製と縫製に関するすべて
あなたが理解しているように、シャツの長さと幅は、自分の好みや仕上げ自体によって異なります。
縫製に必要な縫製機
あなたはオーバーロックを持っているなら - 素晴らしい! あなたの縫製はより速く、より専門的になるでしょう。 あなたがステッチマシンを持っているなら、ほとんどの場合、私のヒントは必要ありません。
しかし...
シャツを縫うために、 追加の機器を用意する必要はありません。 あなたの車がジグザグを持っている場合、あなたは簡単に下の写真に示されている治療に対処することができます。 そして、クールなことは、それが一人で特別な知恵なしで実行されるということです。 
これがどのように行われたのか理解していますか? それでは、これ以上のコメントは必要ありません。 車に乗って縫う!
ナルキューベックによるネックラインの外科手術 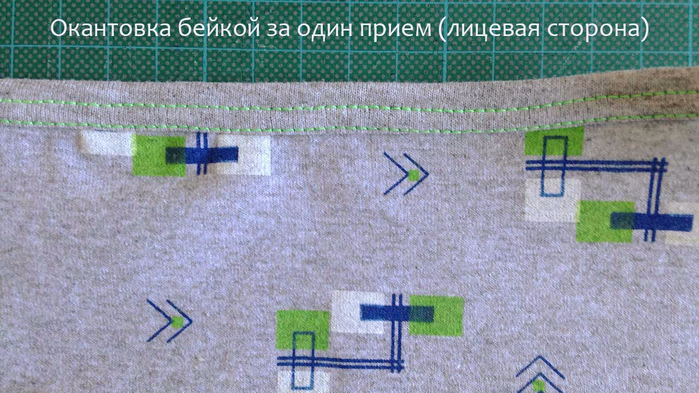

私はシャツを縫うことを学ぶことで、あなたは成功した夏のトップやドレス縫うニットの異なる色を適用することを追加することができます。
私はあなたの実装のすべての成功をお祈りします! 創造的なインスピレーション! 
短い長さの薄い短い紐で、若い女の子に最適です。 このようなモデルは、シルクドレッシングガウンとよく組み合わせられています。
細長いシャツやノースリーブのシャツの形で、美しさと快適性の間で最高の妥協点があります。 シャツは睡眠中に脱落せず、動きの自由を提供します。
冬 - 通常は袖が長く、細い衣服に似ています。
装飾的なネグリジェ - 毎日の使用ではなく、特別なロマンチックな機会に適しています。 主にこれらのシャツは、身長の短いレースと短いレングスで区別されます。 彼らは正面に魅力的なカットと高いウエストラインを持つことができます。
私たちは夜のシャツで完璧なセットを作る
他の家庭用品と一緒にナイトウェアを購入することをお勧めします。 だから、あなたはイメージの統一を達成することができ、何もアンサンブルから壊れることはありません。 キットのすべての要素は、1つの色で実行するか、少なくともお互いに有益に組み合わせる必要があります。 今日では、パステルカラーが最も適切です。 トレンドでは、スカイブルー、コーヒー、シャンパン、ピーチ、バイオレットがあります。
あなたのシャツのために購入する必要がある服は何ですか?
柔らかいスリッパです。足首よりも背が高いです。
軽量のガウン - 普通の家庭服のエレガントな代替品です。 そのようなバスローブは、シルク、サテン、クーリキ(薄型ジャージー)またはベロアから作ることができる。
バスローブ - 入浴後のリラクゼーションのために設計されています。 ライトローブとは異なり、表面はふわふわで、柔らかく、吸湿性が高いはずです。
交換可能な睡眠服 - ショートパンツ、Tシャツ、またはルーズなズボンとTシャツで構成することができます。
製造材料の選択
ナイトガウンは天然素材のみで作られている必要があります。なぜなら、それは肌に直接触れるからです。 睡眠服の最も重要な要件は、通気性であり、皮膚は睡眠中に呼吸することができる。 このため、ニットの綿のナイトウェアが最適です。 この物質はよく吸収され、湿気を与え、アレルギーを引き起こさない。 彼はポリエステルのように電化しておらず、まったくつぶれていません。
ほとんどの場合、シャツの製造では、ビスコースまたは混練の2種類のニットウェアが使用されます。 フリル全体が綿製であるので、第2の選択肢がより好ましい。 彼女は信じられないほどの優しさと柔らかさを持っています。 このワッドのもう一つの利点は、高価なサテンとシルクのセットを自慢できないほど手頃な価格です。 ジャージーからナイトウェアを購入すると、その実用性、快適性、独創的なデザインに満足しています。
繊維工場 "アンリ"の敷地には、家庭用の既製のキットを組み立てるために必要なものがすべて見つかります。 ナイトガウンはページにあります
現代のメーカーによって完成され、スタイルが異なる可能性があります。 今日のお店の棚には、次のものがあります:
- ストレートカットのナイトシャツ。 これは最も一般的なオプションで、動きを拘束せず、女性に最大の快適性を与えます。 原則として、このようなシャツは、ファインニット、モノフォニック、またはマルチカラープリントで飾られています。 製品の上部には、薄いストラップロープまたは厚手のレースストラップ製のものがあります。 また、同様のモデルには短い編み紐やレース袖が付いています(しかし、この変種は以前の2つの袖よりもはるかに一般的ではありません)。
- フィットしたモデル。 それはぴったりなフィギュアではなく、寝る製品には不便です。 これらのシャツは最大余裕をもって作られており、製品を女性の姿に任意にフィットさせ、締め付けることはありません。 このような製品は特別なパターンに従って縫われているにもかかわらず、自由切断のモデルに比べて劣っているわけではないので、あらゆる年齢の女性に適しています。 しかし、フィットしたシャツを見るのをやめようとすると、そのモデルが明らかに問題のある部分を強調することができるので、特に慎重にすべきです。 そのような製品の中には、シルク/サテンとシャツのニットバージョンがあります。
- オリジナルのスタイル。 これらは、ウエストの低いシャツ、スカートの年または日焼けのシャツ、巨大な切り傷、装飾的な尾や他の珍しい要素で装飾されたモデルです。 このようなモデルは、シャツよりも夜のドレスのようなものであり、かなり頻繁に発生する。 より多くの場合、そのような製品を好む選択は、若い女性によって行われる。
ファブリック製品
また、ナイトウェアは、作られた布の種類によって異なる場合があります。 マテリアルの最も一般的なバリエーションは次のとおりです。
- ニットウェア 柔らかく、居心地が良く、肌にやさしく、手頃な価格のニットは、過去数十年間、リーダーとしての地位を確立してきました。 履き心地が良く、年間のどの季節にも最適です。 ファブリックは、モノフォニックであっても、様々なパターンで装飾されていてもよい。
- シルク これは女性の別のお気に入りです。 レースや刺繍で飾られたシルクのナイトウェアは、特にかなりしっかりとした女性らしく見えます。 しかし、これにはコストがかかり、製品は編み物よりも高価です。 予算のオプションとして、人工シルク製の製品を検討することができます。
- アトラス それはより手頃な価格ですが、ナイトウェアを作るシルク素材よりもそれほど美しくありません。 サテンシャツのモデルは、シルクの類似品を複製しています。
ここに美しいナイトウェアを注文してください!
課題: 。メンズシャツの生産のための縫製設計フロー、390単位/ cmで、一貫性のある実行とフロー型:. Odnofasonnyの集約グループの綿生地の容量のモデルB。
要約:
コースプロジェクトには、46ページ、2フィギュア、15テーブル、24フォーミュラ、6文献のソースが含まれています。
メンズシャツ、縫糸、フローストローク、作業区分スキーム、同期積載スケジュール、関税係数、機械化係数、進行中の作業、生産サイクル。
作業の目的:モデルBに基づいて縫い糸を設計すること。
コースプロジェクトでは、以下のタスクが解決されます:
1.機器を部分的に交換する
2.予備フロー計算を行う
3.募集を行う
4.分業体制を策定する
5.予測された流れの技術的および経済的パラメータを計算する。
内容:
はじめに
流れの生産は、製造工程を別々の比較的短い作業に分割し、特別に装備された連続した作業場 - 生産ラインで実施することを特徴とする。
技術フローは、以下の指標によって推定される。
- 権力によって;
構造によって。
インプロセス輸送による方法;
栄養の性質について
スタートの方法で。
継承が変わる。
- 一定期間における1つまたは複数の製品の製造における専門化 - 労働強度。
技術的な流れの後ろに一定数の労働者を固定する。
特定の技術的順序で実行される分割不可能な操作への技術的フローの分離。
組織運営における買収。 組織の運営はいくつかの不可分な技術的運営から成り立っている。 その背後には一定数の労働者と設備が固定されていた。
組織運営の継続期間とその流れの全体的なリズム(サイクル)との調整。
半製品の最小移動経路を前提とした、技術プロセスの経過に従った職場の配置。
技術プロセスの継続性と厳格な再現性。
- 労働生産性の向上:
- a)全体としての流れの特殊化、
- b)労働者と職場の専門化、
- c)繰り返し行われる作業の頻度、
- d)運送業務の機械化。
- 2)製品の品質向上(労働者の専門化による)。
- 3)生産サイクルの期間の短縮。
- 4)機器の稼働率を上げる。
- フロー・ポイントは、生産単位の連続した開始または解放の間の特定の時間間隔です。
- フローサイクルは、1人の作業者が実行する1回の組織操作の時間です。
1.2。 モデルシャツの外観の説明
コットン生地、まっすぐなシルエットで作られた日常着用の男性用シャツです(図1)。 襟はボタン式のクロージャで、クラシックな姿勢で立っています。 シャツの前には、5つの縫い付けられたヒンジと5つのボタンの留め金、コケットとフラップ付きポケットが付いたpritkaバーがあります。 袖の長いvtachnye袖。 スリーブカットはストリップで処理されます。 背中と棚はすべてピースです。 袖口、スラット、製品の底面の端には、端から3〜5 mmの距離に仕上げステッチが置かれています。
1.3。 材料の選択、正当化および特性評価
材料の選択は、その特性および製品の要件を考慮して行われます。
基本ファブリックの特性は、標準および価格リストに基づいて表1に示されている。
表1 - 主要組織の特徴。
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
梱包材の特性は、標準および価格表に基づいて表2に示されています。
表2 - 接着剤ガスケット材料の特性。
縫い糸の特性は、標準および価格リストに基づいて表3に示されている。
表3 - 縫い糸の特性。
選択された糸は、高い強度、弾性、耐摩耗性、わずかな収縮を有する。
付属品として、直径0.5〜0.7cmの2つの穴を備えたフラットボタンを選択します。
選択されたスレッドとアクセサリーは、ファッションの現代のトレンドに対応するため、製品の競争力を決定します。
2.加工方法・設備の選択
これは、最も先進的かつ近代的な技術(接着剤、溶接部)と設備を産むとして処理方法及び装置の選択は、設計フローの主要なセクションの一つです。 このすべてにより、高い技術的および経済的指標を持つフローを設計することができます。製品の製造に最低限の労力を要し、したがって製品のコストを最低限に抑えます。
処理方法と設備を選択する際の基本的な原則は次のとおりです。
- 先端技術の応用(溶接、接着剤など)。
機械および半自動装置の使用。
手動操作を機械化したものに移す。
並列実行での操作の順次実行の置換
自動化要素と小型機械化装置を備えた高速機の応用。
| 継ぎ目の名前 | GOST 12807-88による継目の条件付き画像とコードマーク | 適用範囲 |
| スライススライスなしの静的 | 1.01.01 | カフスとコケットを縫う |
| 卑劣なベティ
セクション
|
1.01.02 | 肩、側部、袖の部分の接続、袖の引っ掛け |
| クローズドスライスの請求書 | 1.06.01 | 袖口と袖口をつなぐ |
| 厄介な | 1.06.02 | 襟、袖口を回す |
| 閉じたカットオフ | 2.05.02 | 棚のポケットにピッチング |
| クローズドカットの折り目 | 6.03.04 | 製品底部のスタシス |
接着剤を使用する部品およびアセンブリの加工モードのパラメータを表5に示します。
表5 - パーツおよびアセンブリの加工モードのパラメータ
接着剤を使用している。
湿熱処理のパラメータを表6に示す。
表6 - ウェット熱処理パラメータ
| 操作のタイプ | アイロン掛けまたは加圧面の温度、C | プレス圧力MPa | 行動の時間、s | 加湿、% | ノート | |
| プレス | 鉄 | |||||
| プレス、アイロンなど。 | 140-150 | 0,05-0,07 | 10-15 | 30-45 | 30-40 | インジケータの限界は、枕の被覆の種類および組織繊維の種類に依存する |
設計中のミシンの技術的特性を表7に示します。
表7 - 設計されたミシンの技術特性
| 設備の名称 | メーカー | 特産品 | クラス、タイプ、モデル | 仕様 |
| ステーキングマシン | Pfaffドイツ | M | 5487 | 下側コンベア、上側コンベア付き2本糸シャトルステッチ、糸切り装置、溶接エッジのトリミング、速度4200 /分、ステッチ長さ6 mm |
| ステーキングマシン | Pfaffドイツ | M | 481-731 | 5000 1 /分の下部および上部コンベアタック自動、電子制御エンジン回転速度を有する2つのスレッド・ロック・ステッチは、ステッチ長さ4.6ミリメートル、裾8,1-12ミリメートルの幅であります |
| ステーキングマシン | Pfaffドイツ | M | 487-706/82 | 2本糸シャトルステッチ(下部コンベア、糸切り装置、自動押え足リフト、自動ボビン、速度5000 /分、ステッチ長さ4.5 mm) |
| ループを作るための半自動 | Pfaffドイツ | A | 3116 | 2スレッドシャトルステッチ、速度3200 1 / min、ループ長6.4-24.4 mm、1つのテーブルに2つのツインヘッド |
| ボタンの半自動縫製 | Pfaffドイツ | A | 3306 | 1本糸のステッチ、2穴と4穴のボタン、1800 /分の速度、自動起動、ボタンホルダーの昇降 |
| ステーキングマシン | ネッカイタリア | M | 830-103 | 速度5000 1 /分、縫い長さ3-8mm、自動ポールリフト5mm |
| "リムルディ"イタリア | C | 29/18 | 速度は5600 /分、ニードル間の距離は3mm、マークの幅は4mm | |
| ステッチ&ミシン | 日本の国宝 | C | МО-816 | 速度6500 /分、ニードル間の距離は3.2mm、マーキングの幅は5mm、ステッチの長さは0.3~4mm |
| ポケット、袖口、襟のバルブを研削するための半自動 | ロシア連邦 | A | 570 PMC | 2本糸シャトルステッチ、ステッチ長さ2mm、ステッチングバッグの厚さ3mm |
3.処理方法と設備の選択の経済的評価
既存のフローに基づいて新しいフローを設計するには、効率的でコスト効率の良い生産を実現するために労働生産性を高める必要があります。 これを行うには、現代のものをより現代的なものに置き換える必要があり、したがってより生産的なものに交換する必要があります。 この場合、より高速なマシンを使用することで、製品の製作にかかる時間を短縮することができます。 私たちは高度な縫製企業から採取された基本的な技術手順の3つの操作で交換を行います。
操作のための新しい時間ノルムの計算は、式
,
(1)
ここで、は投影された機械時間、sである。
- 能動的機械時間、s;
- 操作機械の主軸の回転周波数、min;
- 投影される機械の主軸の回転周波数、分;
- 補助トリック(自動トリミング、マシンの停止、足の持ち上げ)の時間。
3秒と仮定する。 ただし、設計された機械に自動化要素がある場合、補助時間は考慮されません。
したがって、式(1)は、
(2)
新しい場所に既存の機器の交換速度メインシャフトの有意な増加、および全体としての実装プロセスにおける質的変化しないだけを持っている場合に、投影された時間は、(これらのデータは主要工場によって提示される)労働生産性のアカウントの増加、を考慮することによって計算されます。
(3)
労働生産性を高めて時間を節約するのはどこですか。
既存の機器を新しい機器に交換する効率を計算する:
オペレーション38:
オペレーション49:
既存の機器を新しいものに置き換える有効性を表8に示します。
表8 - 製品の処理順序の改良効率
| 技術的操作の番号と名前 | 設備 | 時間、s | 時間を節約する | ||
| 電流 | 投影された | 電流 | 投影された | ||
| 38.肩の縫い目をステッチ | 29/18「Rimoldi」イタリア | 551/065ф«ブラザー»日本 | 44 | 33 | 11 |
| 49.最終WTO | 電気スチームアイロン | スチームエアマネキンf。 マッピ、イタリア | 242 | 143 | 99 |
| 合計 | 286 | 176 | 110 | ||
労働生産性(RPT)の伸び率は、製品ごとにパーセンテージで算出されます
(4)
ここで、は製品の製造の現在および計画された時間である。
計算:
RPT ed = 7%
技術シーケンスの開発
選択された処理方法と装置と設備の交換に基づいて、投影された流れに対する製品処理の技術的順序を形成する。
M - 機械、C - 特殊、P - 押すと、U - バック、A - 自動および半自動、P - マニュアル: - 名物(機器の様々な種類の作業を実行する方法の専門)は、次の表記法を適用します。
投影された流れに対する製品処理の技術的順序を表9に示す。
表9 - 男性のための技術処理手順
コットン生地のモデルBのシャツ
| 分割不可能な操作の名前 | 特産品 | 放電 | 時間基準、s | 機器、アクセサリー |
| 1.カットを開始する | P | 2 | 29 | |
| 収穫作業 | ||||
| ポケットの加工 | ||||
| 2.ポケットの上部を集める | C | 2 | 7 | MO-816「JUKI」 |
| 3.Zhutyuzhitポケット | 持っている | 2 | 19 | 電気アイロン |
| 4.ポケットに刺繍ボタン | A | 3 | 9 | 3306 "Pfaff" |
| バルブハンドリング | ||||
| 折り目のフラップを押してください | 持っている | 3 | 45 | 電気アイロン |
| 弁のステッチング6.Provozhit | M | 3 | 21 | 481-731 "Pfaff" |
| 7.バルブのヒンジを掃引する | A | 3 | 11 | 3116 "Pfaff" |
| シェルフのコケットの加工 | ||||
| 8.棚のコケットをテンプレートで閉じる | 持っている | 2 | 43 | 電気アイロン |
| 棚の取り扱い | ||||
| 9.右の棚を消す | C | 2 | 19 | MO-816「JUKI」 |
| 10.バーのガスケットを取っておきます | 持っている | 3 | 42 | 電気アイロン |
| 11.バーを左の棚に置いて調整する | M | 4 | 52 | 830-103「ネッカ」 |
| 12.バーを調整する | 持っている | 3 | 54 | 電気アイロン |
| 13.棚に5ループを提出する | A | 3 | 31 | 3116 "Pfaff" |
| 14.棚にポケットを調整する | M | 3 | 60 | 481-731 "Pfaff" |
| 15.右の棚にコッテネを付ける | M | 3 | 48 | 481-731 "Pfaff" |
| 16.コルセットをアームホールと肩に固定する | M | 3 | 35 | 5487パファ |
| 17.棚のコケットにあるボタンを押します | A | 3 | 16 | 3306 "Pfaff" |
| 18.バルブを調整する | M | 3 | 45 | 481-731 "Pfaff" |
| 背もたれの治療 | ||||
| 19。背中にコケットをかける | M | 3 | 41 | 487-706 / 82「Pfaff」 |
| 首輪の治療 | ||||
| 20.襟へのPrikleitガスケット | 持っている | 3 | 15 | 電気アイロン |
| 下襟トップの取り外し | A | 4 | 56 | 5487パファ |
| 22.襟を外し、角をまっすぐにします。 | P | 1 | 32 | ペグ |
| 23。襟を履く | 持っている | 4 | 39 | 電気アイロン |
| 24.下部と上部のスタンドを襟で取り外す | M | 4 | 25 | 830-103「ネッカ」 |
| 25.ラックを繰り返してください | P | 1 | 30 | ペグ |
| 26.ラックを押してください | 持っている | 4 | 39 | 電気アイロン |
| 27.カラーとストラットの屈曲線に沿って仕上げステッチをスライドさせる | M | 4 | 62 | 830-103「ネッカ」 |
| 28.ループスタンドのループを外す | A | 3 | 12 | 3116 "Pfaff" |
| ホース加工 | ||||
| 29.スリーブの上部を移動して締めます | M | 3 | 33 | 830-103「ネッカ」 |
| 30.バーをスリーブの底に合わせる | M | 3 | 40 | 830-103「ネッカ」 |
| 31.袖の底を上にしてください | M | 3 | 42 | 830-103「ネッカ」 |
| 袖口の治療 | ||||
| 32.プリクライトカフガスケット | 持っている | 3 | 32 | 電気アイロン |
| 33.袖口の側面を拭く | M | 3 | 36 | 5487パファ |
| 34.袖口を刈り、まっすぐにする | P | 3 | 19 | ペグ |
| 35.袖口のトリムトリム | M | 3 | 50 | 830-103「ネッカ」 |
| 36.袖口の蝶番を掃除する | A | 3 | 19 | 3116 "Pfaff" |
| 取り付け作業 | ||||
| 37.詳細を完成し、アセンブリで実行する | P |
3 | 18 | |
| 38.肩の縫い目をステッチ | C | 3 | 33 | 551/065「ブラザー」 |
| 39.襟をステッチ | M | 4 | 63 | 481-731 "Pfaff" |
| 40.襟を裂く | M | 4 | 60 | 563パファ |
| 41.袖を縫う | C | 3 | 58 | 29/18 "Rimoldi" |
| 42.シャツのサイドシームと袖の下のシームを開始し、ブランドのテープを挿入します | 3 | 58 | 29/18 "Rimoldi" | |
| 43.製品の底部を使用する | M | 3 | 61 | 481-731 "Pfaff" |
| 44.袖口を作成する | M | 4 | 95 | 830-103「ネッカ」 |
| 45.ファスナーの2番目のボタンの位置をマークします | P |
2 | 7 | チョーク、寺院 |
| 46.ボタンを縫う | A | 3 | 45 | 3306 "Pfaff" |
| フィニッシュ | ||||
| 47.スリーブを展開する | P | 1 | 8 | |
| 48.製品の解説 | P | 2 | 14 | ブラシ |
| 49.最終WTO | П | 4 | 143 | スチームエアマネキン "Makley" |
| 完成した製品を完成させる | P | 3 | 16 | |
| 合計: | 1867 |
5.フロータイプの選択と正当性とその予備計算
計画されたフローについては、新たな現代的な組織形態が推奨されています.1つのセクションの断面集約グループフローです。 このような流れは、柔軟性があり、450U / cmまで生産する必要があります。 競争力のある製品。
このフローは取り外し不可能であり、集中的な立ち上げを伴うバースト開始を有する。 モデル上で実行する - 順次。
選択された流動形態は、高い技術的および経済的指標、すなわち労働強度、労働者数、機械化係数、労働者の平均排出量、
縫製流量の予備計算。
作業工程の複雑さの予備的計算が使用されているため()処理手順、5日間の作業期間に基づいて作業シフト()の持続時間の - 29520のS、サニタリー標準労働者当たりの面積()および流れ容量。 流れの力は、作業員の数()またはシフトで生産される製品の数()によって設定することができる。 フローサイクルは秒単位で計算されます。
Flow()は、組織の1つの操作の時間です。 またはこれは、1つの製品がストリームを離れる時間です。
フローの所与の数の作業サイクルに対して、式
等々.................
関連記事