Соединение воротника с горловиной без дополнительных деталей. Облегченная технология втачивания воротника
Обработка плечевых швов
Соединение плечевых срезов является ответственной операцией, так как от их обработки зависит посадка изделия на фигуре человека (общий баланс изделия). При соединении плечевых срезов полочку и спинку складывают лицевыми сторонами внутрь, уравнивают плечевые срезы, точно совмещая углы горловины, а также углы полочки и спинки со стороны пройм. Несовмещение срезов и контрольных надсечек влечет за собой нарушение общего баланса. В учебных целях плечевые срезы сметывают со стороны спинки прямыми стежками длиной 1,5 - 2 см, отступая от срезов 0,8 - 0,9 см и делая посадку спинки, начиная от угла горловины, на участке длиной 1,5 - 2 см, не доходя до проймы на 3 - 4 см. Большая посадка делается в центре этого участка. Посадка нужна для облегания фигуры в области лопаток. Величина посадки зависит от конструкции изделия, структуры ткани и фигуры заказчицы. Сметывают плечевые срезы с закрепками в начале и в конце строчки, а также закрепляя посадку, чтобы она не переместилась. Затем изделие раскладывают на столе плечевыми срезами к работающему и сутюживают посадку; утюг при этом не должен заходить за срезы более чем на 2 - 3 см. Для облегчения выполнения посадка на спинке может быть заменена вытачкой.
Стачивают плечевые срезы со стороны полочки швом шириной 1 см с закрепками в начале и в конце строчки. Нитки сметывания удаляют, шов увлажняют и разутюживают на специальной колодке. Разутюживание шва сопровождается сутюживанием посадки на спинке. Получаемую от сутюживания выпуклость отводят краем утюга в сторону лопаток, не растягивая при этом горловины.
При массовом производстве одежды плечевые срезы стачивают без сметывания швом шириной 1 см со стороны полочек.
В зависимости от модели плечевые швы могут быть отделаны строчкой, тогда после разутюживания плечевой шов заутюживают в сторону спинки, заметывают и с лицевой стороны настрачивают отделочную строчку по спинке шириной в зависимости от модели.
Основными причинами нарушения общего баланса изделия при стачивании плечевых срезов являются следующие:
1) неправильное соединение углов горловины (если при соединении плечевых срезов угол от горловины полочки выпущен в сторону горловины, то полочки внизу будут расходиться, а спинка в нижней части отставать от фигуры; если при соединении плечевых срезов угол горловины спинки выпущен в сторону горловины полочки, то произойдет обратное: полочки внизу будут заходить больше, чем надо, а спинка прилегать к фигуре);
2) неточное соединение плечевых срезов (если плечевой срез полочки перемещен по всей длине плечевого шва за срез спинки, то спинка удлиняется и будет внизу прилегать к фигуре, а полочки будут заходить друг на друга больше, чем надо; если плечевой срез спинки перемещен за срез полочки, тогда спинка укорачивается, отходит внизу от фигуры и перетягивает полочки, отчего полочки внизу расходятся).
Характеристика воротников
Воротники в изделии имеют утилитарное и декоративное назначение. По форме они разнообразны и разделяются на пять основных групп:
1) воротники к изделиям с застежкой доверху;
2) воротники к изделиям с застежкой до лацкана (воротники шалью и пиджачного типа). Характерной особенностью данных воротников является то, что линия перегиба стойки воротника служит продолжением линии перегиба лацкана. Ширина отлета и форма концов воротника должны быть увязаны с размерами и формой лацкана;
3) воротники-стойки отрезные;
4) воротники-стойки цельнокроенные с полочками и спинкой;
5) различные воротники к изделиям с застежкой доверху и до лацкана (фантази, с мягкой драпировкой и др.).
По внешнему виду в зависимости от формы у воротников различают внутреннюю невидимую часть - стойку и внешнюю видимую - отлет. Разделяются указанные части линией перегиба стойки. Воротникам в процессе обработки необходимо придать плотность, устойчивость, упругость. Уплотнение воротника получают в результате соединения нижнего воротника с прокладкой ниточным или клеевым способом. Срезы отлета и концов воротника обрабатывают обтачным швом или швом в подгибку с закреплением ручными стежками, зигзагообразной строчкой, на спецмашине потайного стежка или клеевым способом. Воротники рекомендуется соединять с изделиями в собранном виде, за исключением изделий с воротниками, цельнокроенными с подбортами. Воротник демисезонного пальто состоит из верхнего воротника, нижнего и прокладки. Правила раскроя и направление нити основы указаны в п 4.
Обработка нижнего воротника
Части нижнего воротника складывают лицевыми сторонами внутрь и уравнивают по срезу стойки. Стачивают части швом шириной 0,5 - 0,7 см, а ширина среднего шва - 1 см. Затем швы разутюживают. Одновременно с разутюживанием швов проутюживают нижний воротник с целью декатирования (уплотнения ткани) . Части прокладки соединяют накладным швом с открытыми срезами или швом встык, уравнивая их по срезу стойки. Прокладку воротника располагают на утюжильном столе срезом стойки к работающему, увлажняют и проутюживают с целью декатирования. Прокладку с нижним воротником соединяют различными способами: ручным, машинным и клеевым.
Ручной способ. В учебных целях прокладку с нижним воротником соединяют ручными стежками (рис. 48, а). На нижний воротник со стороны изнанки накладывают прокладку с совмещением линии середины. Выстегивание начинают от середины воротника ручными стегальными строчками косых стежков длиной 1 - 1,5 см. Проложив первую строчку посередине, левый конец воротника закручивают со свободным расположением прокладки воротника и продолжают выстегивание с расстоянием между рядами стежков, равным 0,7 - 0,8 см, постепенно раскручивая воротник. Стегальные строчки заканчивают, не доходя до срезов стойки и отлета на расстоянии 1,2 см, в зависимости от способов обработки отлета воротника и соединения с горловиной. Закончив выстегивание левой половинки воротника, его перевертывают и таким же способом выстегивают правую половинку. При выстегивании необходимо выполнять правила, указанные для выстегивания лацканов (см. гл. 1, п 8).
Машинный способ.
Соединение прокладки с нижним воротником на машине потайного стежка. Выстегивание выполняют со стороны прокладки, посаживая ее, для создания требуемой формы воротника. Узкие нижние воротники выстегивают строчками вдоль его длины (рис. 48, б). Первую строчку прокладывают параллельно краю стойки на расстоянии 1,2 см от среза, остальные - параллельно первой с расстоянием между ними, равным 0,5 - 0,7 см. Расположение последней строчки зависит от способа обработки отлета.
Широкие нижние воротники выстегивают строчками в поперечном направлении (рис. 48, в). Первую строчку располагают по линии среднего шва, все последующие - параллельно первой на расстоянии друг от друга, равном 1,5 - 2 см или 3 - 4 см в зависимости от формы. Вначале выстегивание выполняют от середины в одну, а затем в другую сторону. Расстояние до среза стойки 1,2 см, до среза отлета - в зависимости от способа его обработки.
В воротниках с вытачками по срезу стойки вытачки стачивают после соединения нижнего воротника с прокладкой, затем лишнюю ткань подрезают, оставляя припуск на шов. Прокладку из шва высекают, швы вытачек разутюживают.
Соединение прокладки с нижним воротником на стачивающей и специальной машинах. Такой способ применяют для стояче-отложных воротников, где требуются жесткость стойки и мягкость отлета. Вначале выстегивают стойку, а затем отлет (рис. 48, г). На участке стойки соединение прокладки выполняют на стачивающей машине долевыми строчками со стороны нижнего воротника. Отлет нижнего воротника выстегивают на машине потайного стежка со стороны прокладки.
Клеевой способ.
Соединение клеевой прокладки с нижним воротником требует точной формы нижнего воротника, прокладки и расположения деталей. При закреплении учитывают способы соединения верхнего воротника с нижним по отлету и концам и соединение нижнего воротника с горловиной. Так, при обтачивании отлета и концов срезы прокладки не должны доходить на 0,7 см до срезов нижнего воротника (на ширину шва). При обработке отлета и концов швом вподгибку прокладку закрепляют до срезов нижнего воротника. По срезу стойки прокладка должна располагаться на расстоянии 1 - 1,1 см от среза, если воротник будет соединяться стачным швом, или на расстоянии 0,1-0,2 см при соединении воротника накладным швом.
Прокладку нижнего воротника из ткани с клеевым покрытием выкраивают также из двух частей и до соединения с нижним воротником части не соединяют. На изнанку нижнего воротника накладывают части прокладки клеевым слоем вниз с параллельным расположением срезов, учитывая способы обработки воротника и соединение его с горловиной (рис. 48, д). Клеевую прокладку с нижним воротником соединяют на прессе или утюгом. Для придания нижнему воротнику необходимой формы его обмеляют по лекалу и подрезают по намеченным линиям. Обмелку выполняют со стороны ткани верха нижнего воротника, располагая его срезом стойки к работающему. Меловые линии наносят тонко отточенным мелом. Подрезку производят ножницами или на спецмашине, срезая меловые линии. Одновременно на стойке нижнего воротника ставят необходимые контрольные знаки для соединения его с горловиной. Прокладку вдоль среза стойки вырезают на ширину шва соединения, равную 1,2 см, а вдоль среза отлета и концов на 0,5 - 0,7 см (прокладка не должна попасть в шов). При соединении частей нижнего воротника накладным швом с открытым срезом прокладку подрезают на 0,1 - 0,2 см относительно среза из ткани верха.
Соединение верхнего воротника с нижним
Верхний воротник увлажняют и проутюживают утюгом с целью декатирования и придания необходимой формы в соответствии с формой нижнего воротника. В индивидуальном производстве подрезают каждый воротник отдельно со стороны изнанки, ориентируясь на форму нижнего воротника. В массовом производстве верхние воротники складывают в небольшие пачки по 7 - 10 ед. изнаночной стороной вверх, скрепляют зажимами и обрезают на раскройной машине по шаблону. Верхний воротник должен быть больше нижнего по отлету и концам на величину, необходимую для получения канта, огибания края и создания правильного расположения деталей в соответствии с формой воротника. Величина припуска зависит от толщины и структуры ткани, модели и определяется отдельно для каждого изделия.
Воротники обтачивают как с предварительным наметыванием верхнего воротника на нижний, так и без него. Обтачивание воротников без наметывания допускается при условии обеспечения хорошего качества обработки. Верхний воротник наметывают на нижний двумя способами: ручными стежками или на спецмашине.
При наметывании  ручными стежками нижний воротник раскладывают на столе лицевой стороной вверх, срезом отлета к работающему и накрывают его верхним воротником лицевой стороной вниз так, чтобы срезы верхнего воротника закрывали срезы нижнего на 1 - 1,2 см. Воротник наметывают двумя строчками. Первой строчкой делят правый угол пополам, отступив от него на 1,5 - 2 см, затем наметывают по линии перегиба стойки и заканчивают делением левого угла на две части. Наметывание выполняют прямыми стежками длиной 2 - 3 см. Вторую строчку прокладывают вдоль срезов отлета и концов воротника на расстоянии 1 - 1,5 см от них косыми стежками, начиная от левого конца вдоль отлета и заканчивая правым концом. При выполнении второй строчки срезы отлета и концов верхнего воротника сдвигают внутрь с таким расчетом, чтобы между строчками образовалась посадка, необходимая для обработки воротника (рис. 49, а).
ручными стежками нижний воротник раскладывают на столе лицевой стороной вверх, срезом отлета к работающему и накрывают его верхним воротником лицевой стороной вниз так, чтобы срезы верхнего воротника закрывали срезы нижнего на 1 - 1,2 см. Воротник наметывают двумя строчками. Первой строчкой делят правый угол пополам, отступив от него на 1,5 - 2 см, затем наметывают по линии перегиба стойки и заканчивают делением левого угла на две части. Наметывание выполняют прямыми стежками длиной 2 - 3 см. Вторую строчку прокладывают вдоль срезов отлета и концов воротника на расстоянии 1 - 1,5 см от них косыми стежками, начиная от левого конца вдоль отлета и заканчивая правым концом. При выполнении второй строчки срезы отлета и концов верхнего воротника сдвигают внутрь с таким расчетом, чтобы между строчками образовалась посадка, необходимая для обработки воротника (рис. 49, а).
При наметывании на спецмашине (рис. 49, б) верхний воротник раскладывают на столе лицевой стороной вверх, сверху накладывают нижний воротник лицевой стороной внутрь с таким расчетом, чтобы срезы верхнего воротника выступали относительно срезов нижнего на требуемую величину. Наметывание выполняют по концам и отлету со стороны нижнего воротника на спецмашине с расстоянием от срезов 1,5 - 2 см. Частота машинной строчки 2 стежка в 1 см. При наметывании посаживают верхний воротник в концах на 0,5 - 0,7 см в зависимости от ткани и формы воротника. Срез стойки верхнего воротника должен выступать относительно среза стойки нижнего на 0,8 - 1 см.
Перед обтачиванием посадку верхнего воротника сутюживают боковой поверхностью утюга, не заходя далее чем 1,5 - 2 см от среза с таким расчетом, чтобы под строчку обтачивания попал сутюженный участок среза верхнего воротника. Со стороны нижнего воротника по лекалу обмеляют линию обтачивания концов воротника. Обтачивание выполняют по нижнему воротнику на стачивающей машине швом шириной 0,6 - 0,7 см или на машине с ножом швом шириной 0,3 - 0,4 см (для воротника с отделочной строчкой) и 0,6 - 0,7 см (для воротника без отделочной строчки), в концах воротник обтачивают по намеченной линии. Строчку обтачивания начинают и заканчивают на уровне срезов стойки или не доходя до срезов на 1 см (ширину шва соединения с горловиной).
Перед разутюживанием шва обтачивания воротника проверяют расположение прокладки вдоль срезов отлета. Прокладка не должна входить в шов. Шов обтачивания увлажняют и разутюживают на спецколодке. Для получения более тонкого края отлета и концов в изделиях из ворсовых тканей из шва удаляют ворс (не затрагивая нитей переплетения) после пропаривания шва лезвием ножниц или ножа. Дальнейшая обработка воротника зависит от модели и может быть с отделочной или без отделочной строчки по краю.
Обработка воротника с отделочной строчкой
. После обтачивания воротника шов подрезают ручным способом, оставляя припуск шириной 0,3 - 0,4 см, а в углах воротника шириной 0,2 - 0,3 см. Воротник вывертывают на лицевую сторону и выметывают со стороны нижнего воротника. При выметывании выправляют и закрепляют кант из верхнего воротника шириной 0,1 - 0,2 см в зависимости от толщины ткани.
При выметывании вручную строчку выполняют, не захватывая шва, на расстоянии 0,5 - 0,7 см от края косыми стежками длиной 1 - 1,5 см. После выметывания рекомендуется проложить вторую строчку параллельно первой на расстоянии 1,5 - 2 см от края косыми стежками длиной 2 - 3 см. Строчку выполняют со стороны верхнего воротника, перегибая край в сторону нижнего. Этой строчкой закрепляют края, равномерно размещая посадку верхнего воротника.
Строчку выметывания на спецмашине прокладывают на расстоянии 0,8 - 1 см от края.
Воротник приутюживают утюгом или на прессе со стороны нижнего воротника, располагая воротник краем отлета к работающему. Перед окончательным запрессовыванием необходимо удалить нитки временного назначения. После приутюживания воротник по отлету и концам выметывают ручными косыми стежками длиной 2,5 - 3 см. Затем прокладывают отделочную строчку.
Обработка воротника без отделочной строчки.
При наметывании срез верхнего воротника по отлету выпускают относительно нижнего на 0,3 см. После обтачивания припуск на шов у нижнего воротника подрезают, оставляя 0,3 - 0,4 см. Шов обтачивания прикрепляют к прокладке нижнего воротника ручными стежками, на спецмашине потайного стежка, с помощью клеевой пленки или на стачивающей машине.
При закреплении ручными стежками шов направляют в сторону нижнего воротника, располагая его с учетом получения канта за счет верхнего воротника. Подшивание выполняют косыми стежками длиной 0,7 см. Выметывание и дальнейшую обработку производят, как в воротниках с отделочной строчкой.
Для закрепления на спецмашине потайного стежка край воротника предварительно выметывают на расстоянии 0,4 - 0,5 см от края. При закреплении шва за прокладку стежки не должны доходить на 1,5 - 2 см до углов воротника во избежание перекоса деталей.
При применении клеевой пленки ее прокладывают на спецмашине или с помощью приспособления по прокладке нижнего воротника около строчки после разутюживания и подрезки шва. При закреплении шва обтачивания воротника на стачивающей машине шов настрачивают по лицевой стороне нижнего воротника на расстоянии 0,2 - 0,3 см от строчки.
При проверке качества обработанного воротника его раскладывают на столе верхним воротником вверх, срезом стойки к работающему и проверяют соединение деталей. Посадка верхнего воротника должна быть распределена без перекосов. Для проверки симметричности сторон воротник перегибают по среднему шву и сравнивают левую и правую стороны. Выполняя проверку со стороны нижнего воротника, обращают внимание на соединение его с прокладкой, ровноту и ширину канта, а также на толщину края. Соединение деталей должно быть с равномерным закреплением без видимых стежков с лицевой стороны. Соединительные и отделочные строчки должны быть выполнены в соответствии с требованиями, указанными в табл. 3, а приутюживание - в соответствии с техническими требованиями выполнения влажно-тепловых работ.
Соединение воротника с горловиной
С горловиной изделия соединяют обработанный воротник или только нижний воротник, который в дальнейшем будет накрываться верхним воротником (при обработке отлета швом в подгибку и если воротник цельнокроенный с подбортами). Нижний воротник с горловиной соединяют стачным или накладным швом.
Перед соединением нижнего воротника с горловиной стачным швом уточняют и подрезают срезы стойки воротника, раскепов подбортов и горловины. Линии раскепов намечают по лицевой стороне верхнего воротника и подбортов (каждого отдельно). В концах линии раскепов на верхнем воротнике и подбортах ставят поперечные контрольные надсечки. В подбортах и на верхнем воротнике подрезают припуск на шов, оставляя 0,8 - 1 см.
Соединение нижнего воротника с горловиной и подбортов с верхним воротником выполняют на стачивающей машине с предварительным вметыванием или без него. Вметывают воротник в горловину со стороны нижнего воротника, приложив его лицевой стороной к лицевой стороне полочек, уравнивая срезы и совмещая середину нижнего воротника с серединой горловины спинки, а также концы воротника с контрольными надсечками по горловине полочек.
В учебном процессе для облегчения вметывания воротник скалывают с горловиной булавками по контрольным надсечкам. Вметывают воротник за один прием - от правого конца нижнего воротника к левому или за два приема - от середины нижнего воротника к левому концу, а затем от правого конца к середине. Ширина шва вметывания 0,7 - 0,9 см, стежки прямые длиной 1,5-2 см с периодическим закреплением петлеобразными стежками. При обработке изделий из толстых тканей при вметывании нижнего воротника бортовую прокладку по горловине отводят в сторону. В изделиях из тонких тканей нижний воротник вметывают в горловину вместе с бортовой прокладкой.
При вметывании 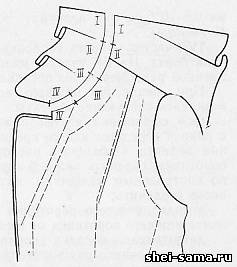 нижнего воротника участок горловины от середины спинки до края борта условно разбивают на четыре участка с различными требованиями к каждому из них (рис. 50).
нижнего воротника участок горловины от середины спинки до края борта условно разбивают на четыре участка с различными требованиями к каждому из них (рис. 50).
I участок - от середины спинки, не доходя до линии плечевого шва на 1,5 - 2 см. Нижний воротник вметывают равномерно без посадки.
II участок - над плечевым швом (от линии плечевого шва на 1,5 - 2 см в сторону спинки и на 3 - 4 см в сторону полочки). Для равномерного облегания отлетом воротника плечевой части изделия на этом участке посаживают нижний воротник на 0,5 - 0,7 см.
III участок - от конца 11 участка до линии перегиба лацкана в пальто с застежкой до лацкана и не доходя на 2 - 3 см до конца горловины в пальто с застежкой доверху. Данный участок имеет косой срез и подвергается наибольшему растяжению во время обработки изделия, кроме того, он расположен над выпуклостью ключиц. Чтобы создать выпуклую форму для облегания ключиц, на данном участке посаживают горловину на 0,5 - 0,7 см (на величину посадки нижнего воротника на II участке).
IV участок - часть горловины от конца III участка до начала борта. На IV участке нижний воротник соединяют с горловиной равномерно без посадки.
При соединении нижнего воротника с горловиной могут возникать следующие дефекты:
шов соединения частей нижнего воротника не совмещен с линией середины или со средним швом спинки. Для устранения дефекта необходимо распороть шов втачивания нижнего воротника, скрепить нижний воротник булавками с горловиной по контрольным надсечкам, начиная от линии середины, и вновь соединить;
посадка нижнего воротника на I участке вызывает отставание нижнего воротника от шеи;
допущенная посадка горловины на I участке создает складку на спинке под воротником;
отсутствие посадки нижнего воротника на II участке не обеспечивает огибания шеи нижним воротником;
не сделанная посадка на III участке горловины не создает огибания ключиц полочками;
посадка на IV участке искривляет линию лацкана;
несимметричное расположение частей горловины вызывает перекос в области горловины. Дефект допущен в результате смещения участков одной половины горловины относительно другой.
Для устранения указанных дефектов необходимо выпороть нижний воротник и вновь соединить его с горловиной, учитывая необходимые требования соединения.
При проверке общего баланса изделия могут быть выявлены следующие нарушения и рекомендованы пути их исправления: при соединении короткого воротника с горловиной полочки будут заходить в нижней части больше, чем нужно, а спинка внизу будет плотно прилегать к фигуре; при соединении длинного воротника (горловина растянута) полочки будут расходиться в нижней части, а спинка внизу отставать от фигуры. В обоих случаях воротник выпарывают из горловины и согласовывают размеры горловины и воротника.
После проверки соединения нижнего воротника с горловиной сметывают раскепы. Сметывание производят со стороны подбортов, уравнивая срезы и совмещая контрольные надсечки, а также контролируют совмещение швов обтачивания воротника и борта. Втачивание нижнего воротника выполняют с одновременным стачиванием швов раскепов одной строчкой без обрыва нитки, начиная с левого шва раскепа. Втачивают по нижнему воротнику, етрочку прокладывают рядом со строчкой вметывания на расстоянии 0,8 - 1 см от среза. Возможна и другая последовательность соединения воротника с горловиной: вначале стачивают раскепы, а затем втачивают нижний воротник в горловину, и наоборот.
Шов втачивания 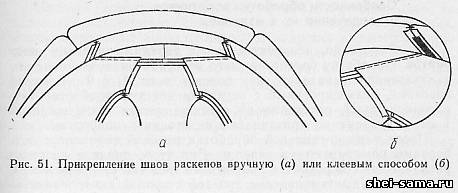 нижнего воротника в горловину и швы раскепов разутюживают на специальной колодке, располагая изделие воротником к работающему. Во избежание затягивания плечевые швы распарывают, не доходя до строчки втачивания нижнего воротника на 0,5 см. Шов нижнего воротника закрепляют за прокладку ручными косыми стежками, на спецмашине или на стачивающей машине, прокладывая строчку параллельно шву втачивания на расстоянии 0,2 см от него с лицевой стороны нижнего воротника. Из шва горловины высекают бортовую прокладку. Срез горловины бортовой прокладки, не закрепленный во время втачивания, прикрепляют к прокладке нижнего воротника одновременно с закреплением шва. Швы раскепов должны быть прикреплены к швам соединения нижнего воротника с горловиной. Прикрепление выполняют ручными прямыми стежками длиной 1 - 1,5 см (рис. 51, а) или с помощью клеевой пленки (рис. 51, б). В массовом производстве клеевую пленку прокладывают по швам раскепов на пленочной машине, начиная от уступов и заходя на 2 - 3 см за перегиб лацкана. Ширина пленки 0,3 - 0,4 см.
нижнего воротника в горловину и швы раскепов разутюживают на специальной колодке, располагая изделие воротником к работающему. Во избежание затягивания плечевые швы распарывают, не доходя до строчки втачивания нижнего воротника на 0,5 см. Шов нижнего воротника закрепляют за прокладку ручными косыми стежками, на спецмашине или на стачивающей машине, прокладывая строчку параллельно шву втачивания на расстоянии 0,2 см от него с лицевой стороны нижнего воротника. Из шва горловины высекают бортовую прокладку. Срез горловины бортовой прокладки, не закрепленный во время втачивания, прикрепляют к прокладке нижнего воротника одновременно с закреплением шва. Швы раскепов должны быть прикреплены к швам соединения нижнего воротника с горловиной. Прикрепление выполняют ручными прямыми стежками длиной 1 - 1,5 см (рис. 51, а) или с помощью клеевой пленки (рис. 51, б). В массовом производстве клеевую пленку прокладывают по швам раскепов на пленочной машине, начиная от уступов и заходя на 2 - 3 см за перегиб лацкана. Ширина пленки 0,3 - 0,4 см.
Верхний воротник наметывают на нижний ручными стежками длиной 1,5-2 см, прокладывая строчку вдоль швов раскепов по верхнему воротнику на расстоянии 0,2 см от них и по перегибу стойки, создавая облегание верхним воротником перегиба стойки нижнего воротника. Затем закрепляют швы раскепов со стороны подборта ручными прямыми стежками длиной 1 - 1,5 см на расстоянии 0,1 - 0,2 см от шва раскепа. В изделиях из тонких тканей во избежание пролегания шва на участке раскепов ставят прокладки из коленкора, бязи или флизелина.
Соединение нижнего воротника с горловиной накладным швом указано в гл. 2 п 10 «Обработка жакетов».
Особенности обработки воротников и соединение их с изделием
Воротники,  цельнокроенные с верхними частями подбортов.
Обработку бортов нижнего воротника и соединение его с горловиной выполняют, как описано в гл. 1, п 9. Верхний воротник, цельнокроенный с верхними частями подбортов (воротник шалью), стачивают по средним срезам швом шириной 1 см, одновременно притачивают надставки к подбортам.
цельнокроенные с верхними частями подбортов.
Обработку бортов нижнего воротника и соединение его с горловиной выполняют, как описано в гл. 1, п 9. Верхний воротник, цельнокроенный с верхними частями подбортов (воротник шалью), стачивают по средним срезам швом шириной 1 см, одновременно притачивают надставки к подбортам.
После влажно-тепловой обработки верхний воротник с подбортами наметывают на изделие. Для этого вначале на столе раскладывают воротник с подбортами лицевой стороной вверх, сверху накладывают изделие лицевой стороной вниз, совмещая средние линии на верхнем и нижнем воротниках. Срезы воротника с подбортами выпускают на 0,7 - 1 см относительно соответствующих срезов изделия. Первую строчку наметывания прокладывают по линии перегиба лацкана и перегиба стойки со стороны бортовых прокладок. Затем изделие перевертывают воротником и подбортами вверх и наметывают на него подборта и верхний воротник. После сутюживания посадки борта и воротник обтачивают за один прием со стороны кромки (рис. 52).
Подобным способом обрабатывают борта и воротник со стачанными швами раскепов.
Отрезной воротник-стойка.
Для обработки воротника-стойки необходимы следующие детали кроя: верхний воротник, располагающийся с наружной стороны, нижний воротник, прилегающий к шее, и прокладка. Обработку отлета и концов воротника выполняют обтачным швом с образованием канта из верхнего воротника шириной 0,2 - 0,3 см (в зависимости от ткани).
Нижний воротник укрепляют прокладкой, закрепляя ее ниточным или клеевым способом, как в отложных воротниках. Затем выполняют приутюживание и подрезку нижнего и верхнего воротников. Воротник обтачивают, шов разутюживают, излишки ткани в углах подрезают, оставляя 0,2 - 0,3 см, затем вывертывают, выметывают и приутюживают. Готовый воротник соединяют с горловиной.
В изделиях из тонких тканей воротник вметывают в горловину со стороны нижнего воротника вместе с верхним на участке горловины полочек, а по горловине спинки вметывают только верхний воротник, отогнув нижний. Срез стойки нижнего воротника над плечевыми швами рассекают. Концы воротника перекрывают подбортами, перегнув их на лицевую сторону полочек, и закрепляют в шов вметывания воротника.
Воротник втачивают в горловину со стороны воротника. Шов соединения воротника с горловиной на участке спинки разутюживают. Срез нижнего воротника прикрепляют к шву втачивания воротника ручным или машинным способом. В изделиях из толстых тканей соединение воротника-стойки производят, как в отложных воротниках при обработке его стачным швом.
Пошив жакета или пиджака считается вершиной портновского искусства. И не спроста. Ведь для качественного пошива жакета требуется обладать большим количеством навыков и знаний. Но, как говорится, дорогу осилит идущий, и наш сегодняшний мастер-класс посвящен одному из значимых узлов жакета – обработке воротника. Но для начала – немного важной теории.
Для придания жакету правильной посадки, улучшения внешнего вида изделия и сохранения в процессе эксплуатации, детали дублируют клеевыми . Дублирование можно производить на специальных прессах или, при отсутствии прессов, с помощью утюга. Температура гладильной поверхности должна быть 150-160 градусов, продолжительность прессования 8-30 сек. (в зависимости от вида клеевого материала, давления и температуры прессующей поверхности). При выполнении дублирования в домашних условиях рекомендуем использовать парогенератор или дублировать детали через увлажненную х/б ткань.
Прокладочные материалы и способы дублирования подбирают в зависимости от ткани, из которого шьется изделие. Дублирование выполняют со стороны прокладки.
В жакетах и пиджаках дублируют детали полочек, кокетки, клапаны, листочки, накладные карманы, манжеты, хлястики, пояса и др. Детали дублируются полностью или частично. Обязательно дублируются прокладкой припуски по низу полочек, спинки и рукавов жакета, край прокладки должен располагаться при этом по линии перегиба.
В некоторых случаях – на мужских пиджаках и пальто — для создания более устойчивой формы (в соответствии с моделью) отдельные участки полочек дублируются дополнительными прокладками в области груди или плечевого пояса.
Детали прокладок кроятся по тем же выкройкам, что и основные детали, припуски на швы делают минимальными – 1-2 мм, либо не делают вовсе (во избежание излишней толщины на швах).
Чтобы предохранить от растяжения конструктивные линии и срезы жакетов и пальто, дополнительно проклеивают полосками шириной 10 мм, выкроенными по косой нити (края бортов, воротника, линию перегиба лацкана).
После того, как вы раскроили жакет, детали полочки, подборта и воротник следует продублировать термотканью. Линию перегиба лацкана, срезы бортов на полочке, края воротника дополнительно укрепить полоской прокладки, выкроенной по косой (рис. 1).

Рис. 1. Укрепление полочки термотканью

Рис. 2. Рассечение припуска у метки
Наложите подборт на полочку, лицевыми сторонами вовнутрь, стачайте по внешнему краю борта, до метки втачивания воротника. Рассеките припуски у метки и у нижней точки перегиба лацкана — не доходя до шва 2 мм (рис. 2).
Срезать припуски от метки втачивания воротника до низа по краю борта. На уголке срезать припуск наискосок. Если в жакете скруглен нижний край борта, рассечь припуски на скругленном участке в нескольких местах, высечь припуски уголками (рис. 3). Старайтесь не доходить до шва 2-3 мм. Подборт отвернуть на лицевую сторону, чисто выметать по внешнему краю до верхней надсечки (рис. 4).

Рис. 3. Срезать припуски вдоль бортов

Рис. 4. Выметать подборт до надсечки
Нижний воротник стачать по среднему шву, припуски разрезать на месте перегиба воротника (рис. 5). Деталь верхнего воротника дополнительно продублируйте на уголках (рис. 6).

Рис. 5. Припуски нижнего воротника

Рис. 6. Верхний воротник укрепить на углах
Сложите верхний и нижний воротник лицевыми сторонами, перегните как показано на фото 7, сколите по краям, стачайте до меток. Припуски по краям воротника срежьте до ширины 0,4 см, на уголке – срежьте припуски до 0,2 см (рис. 8).

Рис. 7. Стачать детали воротника до меток
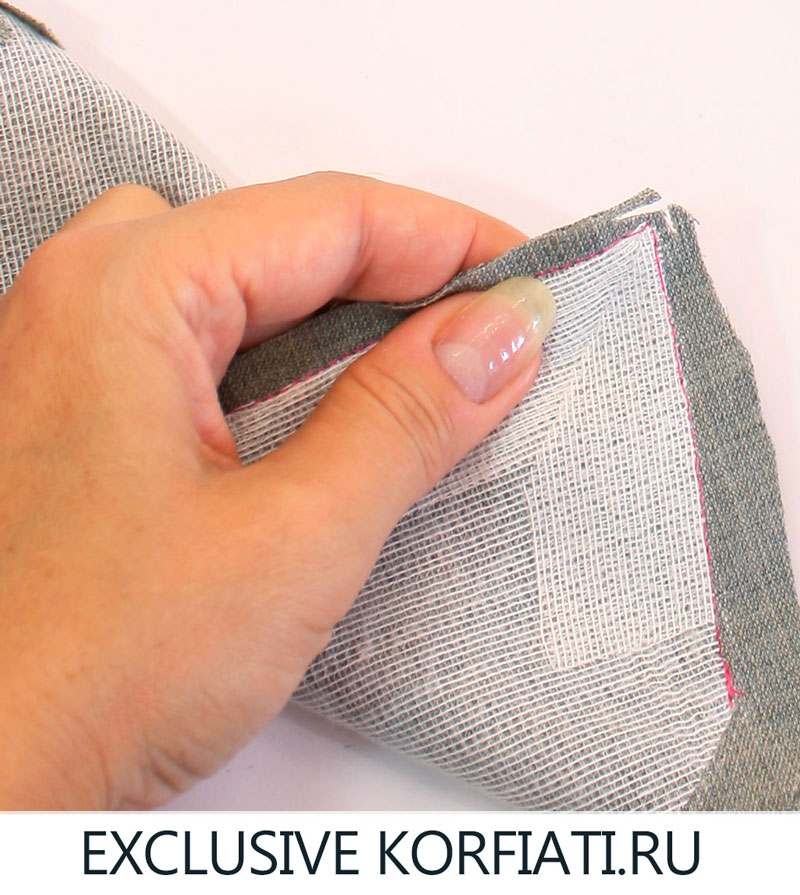
Рис. 8. Срезать припуски на уголках воротника
Воротник выверните и чисто выметайте по краям, перегните воротник придав ему положение, в котором он будет находиться в изделии. Открытые края воротника уровняйте ножницами (рис. 9).

Рис. 9. Перегните воротник, сколите и подровняйте
Вметайте только нижний воротник в горловину полочки по короткой стороне между контрольными метками, притачайте (шов показан красным цветом) (рис. 10).
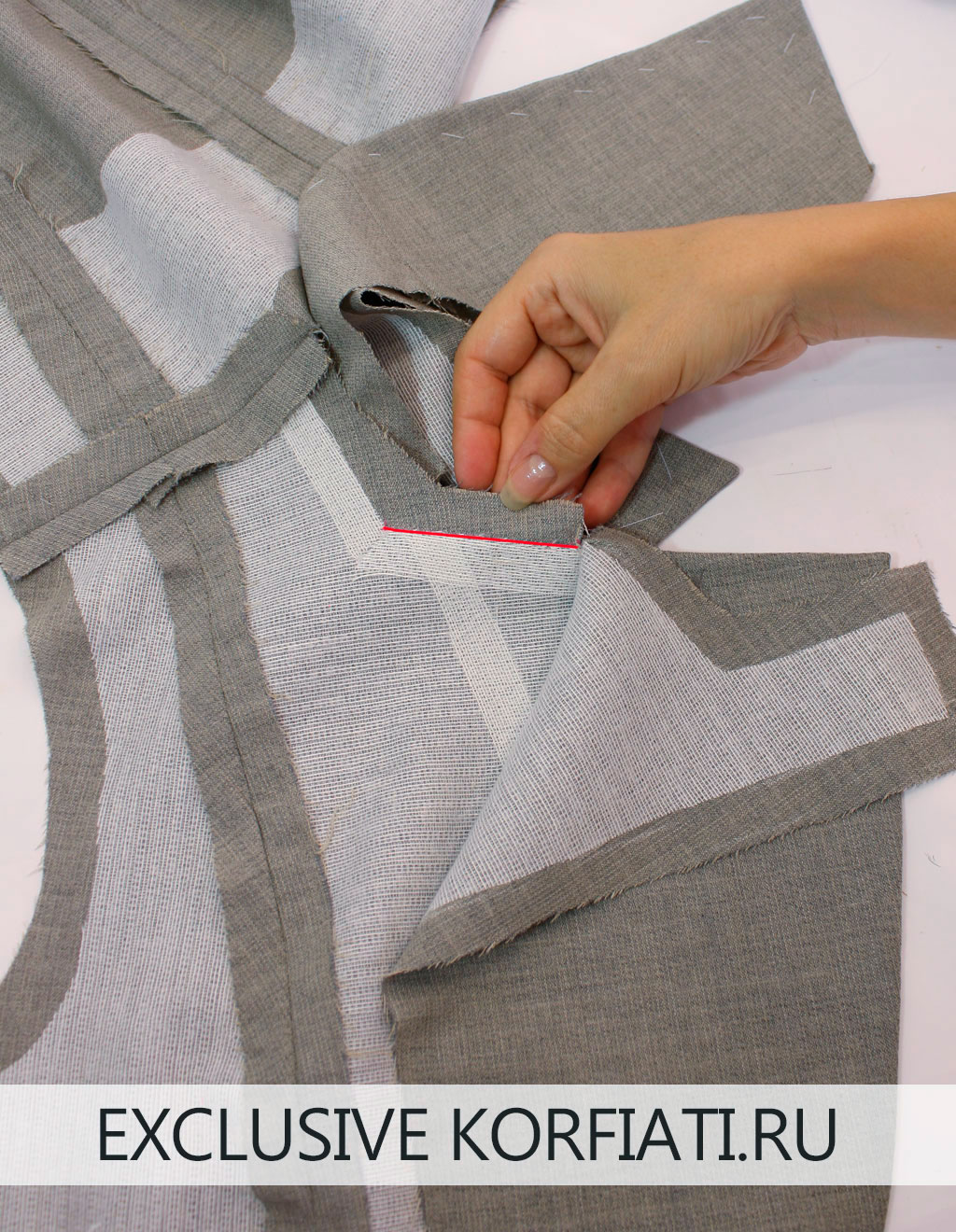
Рис. 10. Воротник вметан в горловину по короткой стороне
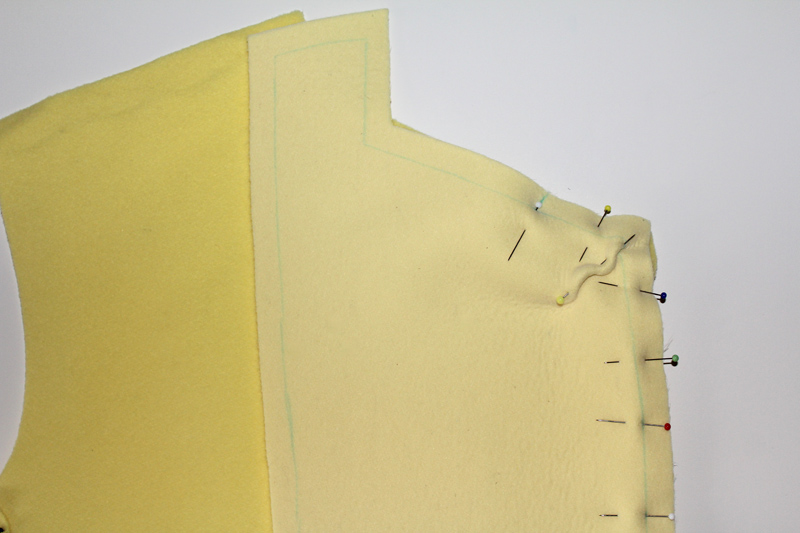
Рассеките припуск на уголок, не доходя до шва 1 мм (рис. 11). Припуски разутюжьте. Вметайте оставшуюся часть нижнего воротника в горловину полочки и спинки, притачайте. Припуски по местам скруглений по горловине спинки рассеките, не доходя 2-3 мм до шва (рис. 12).

Рис. 11. Рассеките припуски на уголок

Рис. 12. Нижний воротник втачан в изделие
К подбортам притачайте подкладку, на подкладке заложите складку на свободу облегания. Верхний воротник аналогично нижнему притачайте к подбортам и подкладке сначала по короткой стороне, затем рассеките припуски к уголкам и оставшуюся часть воротника втачайте полностью. Проутюжьте изделие.
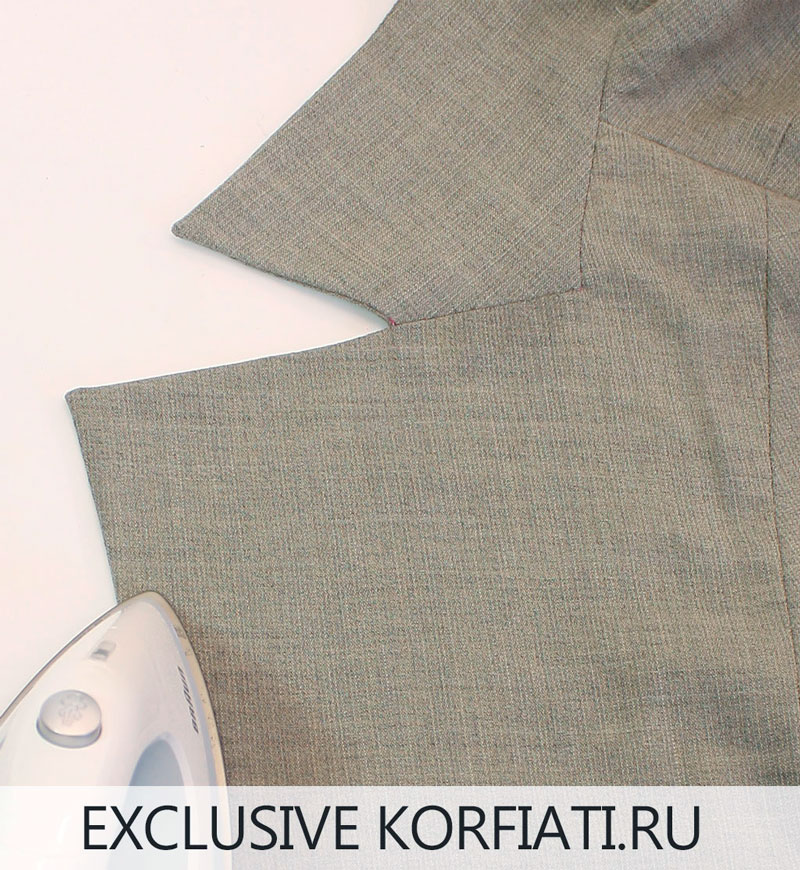
Рис. 12. Проутюжить изделие
Оба воротника – нижний и верхний скрепите между собой вручную по линии горловины спинки потайными стежками или стачайте машинным швом.

Рис. 14. Воротник в готовом виде
Обработка и соединение с горловиной воротника-стойки
.
Для обработки воротника-стойки (рис. 68, а) воротник перегибают вдоль
посередине, складывают лицевой стороной внутрь, уравнивая срезы, и
обтачивают концы (рис. 68, б). Ширина шва 0,5 - 0,7 см.
В
воротниках-стойках с завязывающимися концами одновременно с обтачиванием
концов обтачивают и долевые края до надсечек, определяющих начало и
конец втачивания воротника-стойки в горловину (рис 68, в). Швы в углах
подрезают. Воротник вывертывают на лицевую сторону с помощью
специального приспособления, швы выправляют и приутюживают. При
соединении с горловиной внутреннюю часть стойки складывают лицевой
стороной с изнанкой изделия и втачивают со стороны воротника, совмещая
надсечки. Ширина шва 0,7 - 1 см. Шов отгибают в сторону воротника. Срез
наружной части стойки подгибают на 0,5 - 0,7 см внутрь и настрачивают на
расстоянии 0,1 см от подогнутого края, закрывая строчку втачивания
внутренней части стойки (рис. 68,г). Воротник в готовом виде
приутюживают.
В отложных воротниках с притачной стойкой сначала
соединяют воротник со стойкой. В этом случае стойку выкраивают из двух
частей - наружной и внутренней.
В зависимости от модели может быть выкроена прокладка в стойку.
Части стойки складывают лицевыми сторонами внутрь, между ними
вкладывают обработанный воротник (рис. 68,д), уравнивая срезы с
наружными срезами стойки, обтачивают концы стойки и одновременно
притачивают воротник.
Соединяют такой воротник с горловиной так же, как и воротник-стойку. 
Соединение одинарного воротника с горловиной
.
Одинарные воротники соединяют с горловиной с помощью обтачки, двойной
или одинарной бейки, двойным и запошивочным швом и стачным швом с
применением специальной машины зигзагообразного стежка. Соединение
воротника с горловиной с помощью обтачек, одинарной (рис. 69, а) или
двойной бейки (рис. 69,6) выполняют так же, как и соединение двойных
воротников с горловиной.
При соединении двойным швом обработанный
воротник накладывают изнанкой на лицевую сторону изделия, уравнивая
срезы, и втачивают со стороны воротника. Ширина шва 0,3 - 0,5 см. Затем
припуск на шов подрезают, воротник отгибают на изнанку изделия,
расправляя шов и располагая строчку стачивания на сгибе, и втачивают
второй строчкой по воротнику на расстоянии 0,5 - 0,7 см (рис. 69, в).
Шов приутюживают для уменьшения толщины; в готовом изделии воротник с
лицевой стороны будет закрывать шов.
При соединении запошивочным
швом воротник накладывают изнанкой на лицевую сторону изделия, выпуская
срез воротника за срез горловины на 0,5 см, и втачивают в горловину со
стороны воротника, совмещая надсечки. Ширина шва со стороны воротника 1
см, а со стороны основных деталей 0,5 см. Припуском со стороны воротника
огибают шов, отгибают его в сторону изделия и настрачивают на
расстоянии 0,1 м от подогнутого края. Шов приутюживают, одновременно
приутюживают воротник (рис, 69, г).
При соединении стачным швом с
применением специальной машины воротник накладывают лицевой стороной на
изнанку изделия, уравнивая срезы, и втачивают его в горловину со стороны
воротника, совмещая надсечки. Ширина шва 0,7 - 1 см. Воротник отгибают,
шов отгибают в сторону изделия и настрачивают по срезам шва втачивания
воротника на специальной машине зигзагообразного стежка (рис. 69, д).
Шов приутюживают, воротник отгибают на лицевую сторону изделия,
закрывают шов втачивания и еще раз приутюживают.
Обработка горловины в изделиях без воротника
.
В изделиях без воротника срезы горловины могут быть обработаны обтачным
швом; обтачкой, выкроенной по форме горловины; обтачкой с кантом;
окантовочным швом; обтачкой, выкроенной под углом 45" к нити основы -
косой бейкой. 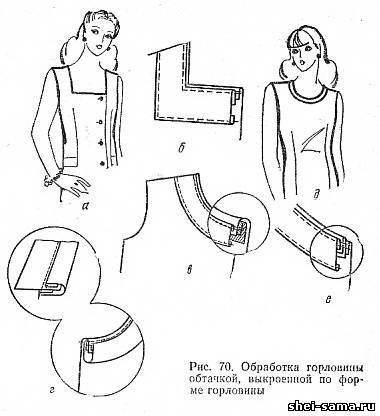
При обработке горловины обтачкой,
выкроенной по форме горловины (рис. 70, а), части обтачки складывают
лицевыми сторонами внутрь, уравнивая срезы, и стачивают. Ширина шва 0,5 -
0,7 см.
Швы в изделиях из шерстяных, шелковых тканей и тканей с
содержанием синтетических волокон разутюживают, а из хлопчатобумажных -
раскладывают на две стороны.
Внутренние срезы обтачек перегибают в
сторону изнанки на 0,5 - 0,7 см и застрачивают на расстоянии 0,1 см от
подогнутого края. В изделиях из легкоосыпающихся тканей срезы
предварительно обметывают на специальной машине.
Если в изделии
обработана застежка от горловины переда или спинки, концы обтачки
притачивают к обтачкам (подбортам или припускам на обработку застежки).
Ширина шва 0,7 см. Швы отгибают в сторону обтачек застежки (подбортов).
Обтачку накладывают на лицевую сторону изделия лицевой стороной вниз,
уравнивая срезы, швы стачивания обтачек совмещают с плечевыми швами
изделия и обтачивают срез горловины. Ширина шва 0,7 см. Шов по вогнутой
линии и во внутренних углах надсекают, не доходя до строчки на 0,1 - 0,2
см. Обтачку отгибают, шов отгибают в сторону обтачки и настрачивают с
лицевой стороны обтачки на расстоянии 0,1 - 0,З см от шва обтачивания.
Затем обтачку отгибают на изнанку изделия и приутюживают, образуя в
сторону обтачки кант шириной 0,1 - 0,2 см (рис. 70, б).
Внутренние
края обтачки прикрепляют к плечевым швам машинными строчками,
параллельными плечевым, а к спинке и переду - вручную потайными
стежками, располагая их между серединой переда и спинки и плечевыми
швами, а в изделиях с большим вырезом горловины - посередине переда и
спинки.
В изделиях из шерстяных, шелковых тканей и тканей с
содержанием синтетических волокон внутренние края обтачек иногда
прикрепляют к основным деталям изделия на машине потайного стежка по
всей длине обтачки.
При обработке горловины обтачкой с прокладкой
из нетканого материала (рис. 70,в) прокладку притачивают одновременно с
обтачиванием горловины, располагая ее с изнанки основной детали„
В
изделиях из прозрачных тканей с повышенной осыпаемостью нитей горловину
рекомендуется обрабатывать обтачкой, выкроенной под углом 45" к нити
основы.
Обтачку накладывают на лицевую сторону изделия лицевой
стороной вниз и обтачивают горловину (рис, 70,г). Шов обтачивания
направляют в сторону обтачки. Срез обтачки перегибают в сторону изнанки
на 0,5-0,7 см и подогнутым краем закрывают шов, перекрывая строчку
обтачивания на 0,2 см, приметывают и закрепляют его с лицевой стороны
машинной строчкой в шов притачивания обтачки или на расстоянии 0,1 см от
него по основной детали. Обтачку отгибают на изнанку изделия, шов
выправляют и приутюживают, образуя кант из основной детали шириной 0,2 -
0,3 см.
Обтачку прикрепляют только по плечевым швам.
При
обработке горловины обтачкой с кантом из отделочной ткани (рис. 70, д)
части полоски для канта и концы ее стачивают. Ширина шва 0,7 см. Швы
разутюживают или раскладывают. Допускается концы полоски стачивать
одновременно с ее притачиванием к основным деталям по горловине.
В
изделиях с обработанной застежкой от горловины концы полоски не
стачивают, а перегибают в сторону изнанки на 0,5 - 0,7 см, складывают
вдоль посередине изнанкой внутрь, уравнивая срезы.
Подготовленную
таким образом полоску для канта накладывают на лицевую сторону изделия
сгибом вниз и притачивают по полоске на расстоянии от сгиба полоски,
предусмотренном моделью, отступив от концов на 3 - 4 см. Не притачанные
концы полоски стачивают, шов раскладывают, затем снова складывают вдвое и
притачивают на оставшемся участке. Ширина шва со стороны изделия должна
быть равна 0,7 см.
В изделиях с обработанной застежкой
притачивание полоски следует начинать от краев застежки, отгибая подборт
или обтачку застежки на лицевую сторону изделия. Внутренние края
обтачки подгибают внутрь на 0,З - 0,5 см и застрачивают, отступив 0,1 см
от края. После притачивания канта обтачку горловины накладывают на
лицевую сторону изделия лицевой стороной вниз, уравнивая срезы, и
обтачивают горловину со сторону изделия, прокладывая строчку в шов
притачивания канта (рис. 70, е). Обтачку отгибают на изнанку изделия,
шов и кант выправляют и приутюживают. Внутренние края обтачки
прикрепляют на участке плечевых швов машинной строчкой к срезам
плечевого шва, а по горловине в нескольких местах вручную потайными
стежками. Для большей рельефности в кант может быть вложен шнур. Шнур
вкладывают внутрь полоски для канта до ее притачивания. Притачивание
полоски для канта со шнуром выполняют с помощью специального
приспособления, обеспечивающего плотное прилегание шнура и ровноту
канта. Обработанную горловину приутюживают.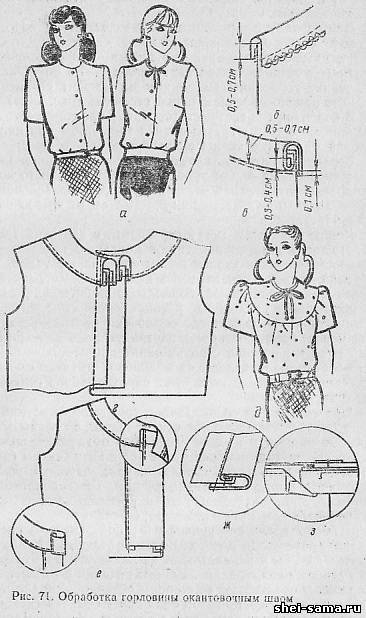
Для
обработки горловины окантовочным швом (рис. 71, а) обтачку выкраивают по
форме горловины под углом 45" к нити основы. Части обтачки и концы
стачивают так, чтобы строчка проходила параллельно нити основы. В
изделиях, не имеющих застежки у горловины, допускается концы обтачки
стачивать одновременно с обтачиванием горловины. Швы подрезают, оставляя
припуск 0,5 - 0,7 см.
Швы в изделиях из шерстяных, шелковых
тканей и тканей с содержанием синтетических волокон разутюживают, а в
изделиях из хлопчатобумажных тканей раскладывают на две стороны. Ширина
обтачки зависит от ширины канта и от способа обработки. В изделиях из
шерстяных тканей горловину обрабатывают окантовочным швом с одним
открытым срезом. Внутренний край обтачки обметывают на специальной
машине (рис. 71, 6).
В изделиях с обработанной застежкой у
горловины концы обтачки у краев застежки перегибают в сторону изнанки на
1 см. Обтачку накладывают на лицевую сторону изделия лицевой стороной
вниз, уравнивая срезы, и обтачивают горловину со стороны обтачки. Ширина
шва 0,5 - 0,7 см (зависит от модели).
В изделиях без застежки у
горловины обтачку с нестачанными концами притачивают, отступив от концов
на 3 - 4 см. Непритачанные концы полоски стачивают. Шов раскладывают на
две стороны и притачивают обтачку на оставшемся участке. Обтачку
отгибают на изнанку изделия, огибая шов и образуя кант. Кант закрепляют
машинной строчкой с лицевой стороны изделия в шов притачивания обтачки.
Горловину в готовом виде приутюживают.
Для обработки горловины
окантовочным швом косой бейкой выкраивают косую бейку под углом 45" к
нити основы шириной в зависимости от ширины канта (удвоенная ширина
канта плюс 1 - 1,5 см). Окантовывание горловины выполняют на машине со
специальным приспособлением одной строчкой (рис. 71, в).
В
изделиях без застежки горловину окантовывают до стачивания средних
срезов спинки так, чтобы при дальнейшей обработке концы окантовки вошли в
шов.
Верхние и нижние края окантовки в среднем шве должны быть на
одном уровне. Припуск среднего шва прикрепляют в верхней части к изделию
строчкой поперек окантовки на расстоянии 0,З - 0,4 см от срезов шва
(рис. 71, г).
Концы окантовки могут переходить в завязки (рис. 71,
д), длина которых зависит от модели. В изделиях из легкоосыпающихся
тканей концы завязывают узлом, из неосыпающихся - обрезают без
дальнейшей обработки. В изделиях с застежкой, обрабатываемой подбортами,
окантовывание горловины рекомендуется выполнять до обтачивания бортов.
После обработки бортов верхние срезы подбортов подгибают внутрь так,
чтобы подогнутый край перекрывал строчку окантовки горловины на 0,1 -
0,2 см, и закрепляют их машинной строчкой с лицевой стороны изделия по
строчке окантовывания горловины (рис. 71, е).
При отсутствии
специального приспособления горловину обрабатывают окантовочным швом с
закрытыми срезами чаще всего вдвое сложенной обтачкой - полоской ткани,
выкроенной под углом 45 " к нити основы (рис 71, ж). Части обтачки
стачивают так, чтобы строчка проходила параллельно нити основы. Швы
подрезают, оставляя припуск 0,5 - 0,7 см, и раскладывают на две стороны.
Концы обтачки можно не стачивать. Обтачку перегибают вдоль посередине
изнанкой внутрь, срезы уравнивают. Срез одного конца обтачки подгибают
внутрь на 1 см и накладывают на лицевую сторону изделия сгибом вниз,
уравнивая срезы обтачки и горловины. Горловину обтачивают со стороны
обтачки. Ширина шва зависит от модели, при этом один конец обтачки
(необработанный) должен заходить за другой на 1 - 1,5 см (рис. 71, з).
Обтачку отгибают в сторону изнанки, огибают шов, образуя кант, и
закрепляют его машинной строчкой с лицевой стороны в шов притачивания
обтачки. При этом под строчку с изнанки должен обязательно попадать сгиб
обтачки и строчка должна проходить на расстоянии не более 0,З см от
края. Горловину в готовом виде приутюживают.
Пальто или жакет с воротником и лацканами – мечта многих модниц. Начинающие рукодельницы неохотно берутся за подобные модели потому, что обработка воротника вызывает у них наибольшие трудности.
В настоящем мастер-классе мы рассмотрим, как правильно выполнить обработку воротника и лацканов, подробно разберём все тонкости и нюансы втачивания готовой детали в горловину изделия.
МАСТЕР-КЛАСС СОСТОИТ ИЗ ТРЁХ ЭТАПОВ: ОБРАБОТКА И ФОРМОВКА ВОРОТНИКА, ОБРАБОТКА ЛАЦКАНОВ И ВТАЧИВАНИЕ ГОТОВОГО ВОРОТНИКА В ГОРЛОВИНУ
ОБРАБОТКА И ФОРМОВКА ОТЛОЖНОГО ВОРОТНИКА
ШАГ 1
Укрепите прокладкой обе детали стойки и воротника.
На изнаночную сторону перенесите линии швов и контрольные метки.
ШАГ 2
Одну деталь стойки сложите с деталью верхнего воротника лицом к лицу, совместив линии середины.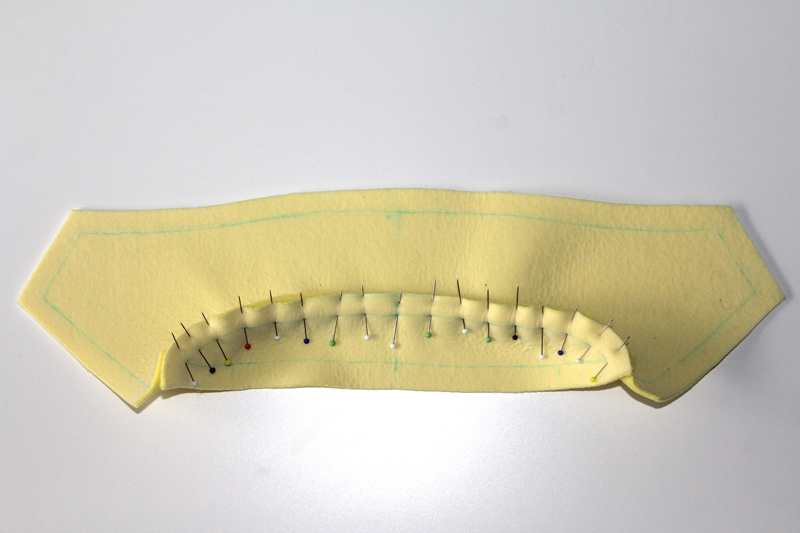
Стойку приколите по линии стачивания совместив разметку, приметайте.
ШАГ 3

Притачайте стойку к верхнему воротнику.

Надсеките припуски шва притачивания стойки к воротнику в местах скруглений (глубина надсечек не более 5 мм). Количество надсечек зависит от кривизны шва: чем больше изгиб линии, тем больше понадобится надсечек. На рыхлых материалах такая операция не нужна.
ШАГ 4
Расстрочите припуски швов притачивания стойки к воротнику, строчки прокладываются на расстоянии 1-2 мм от шва притачивания.

Подрежьте припуски близко к швам.
Аналогично обработайте нижний воротник.
ШАГ 5

Сложите верхний и нижний воротники лицом к лицу, уравняйте срезы.
ШАГ 6

Подрежьте припуски нижнего (!) воротника по отлёту и коротким концам воротника на 3-5 мм в зависимости от плотности и толщины материала.
ШАГ 7

Сложите воротник и нижний воротник лицом к лицу, уравнивая срезы, сколите, начиная от середины.

Обтачайте отлёт воротника.
ШАГ 8

Настрочите припуски шва обтачивания отлёта на нижний воротник, ширина шва 1,5 мм.

Подрежьте припуски близко к строчке.
ШАГ 9

Обтачайте концы воротника, начиная/заканчивая строчку точно по разметке втачивания воротника в горловину.

Высеките припуски шва обтачивания в концах воротника на угол.
ШАГ 10
Выверните воротник на лицевую сторону, выправляя уголки.

Выметайте воротник косыми стежками шёлковой нитью по отлёту и коротким концам с формированием переходного канта в сторону нижнего воротника.
ШАГ 11

Проверьте симметричность концов воротника. Приутюжьте, удалите намётку и ещё раз приутюжьте.
ШАГ 12
Теперь необходимо сформовать воротник.
Для этого готовый воротник уложите с перегибом на манекен и приколите. Увлажните из пульверизатора и в таком положении дайте высохнуть.
ВОРОТНИК ВТАЧИВАЕТСЯ В ГОРЛОВИНУ ПОСЛЕ ОБРАБОТКИ БОРТОВ И ЛАЦКАНОВ.
Пока формуется воротник, приступаем к обработке лацканов.ОБРАБОТКА ЛАЦКАНОВ
ШАГ 1
Продублируйте детали полочек согласно рекомендациям к вашей модели и выбранного материала, так же продублируйте подборта и обтачки горловины спинки флизелином. Направление долевой на флизелине должно соответствовать направлению долевой на детали из основного материала. Вдоль линии края борта, вдоль линии перегиба лацкана на полочках и вдоль линии горловины полочек и спинки приутюжьте флизелин кантенбанд, надсекая по необходимости.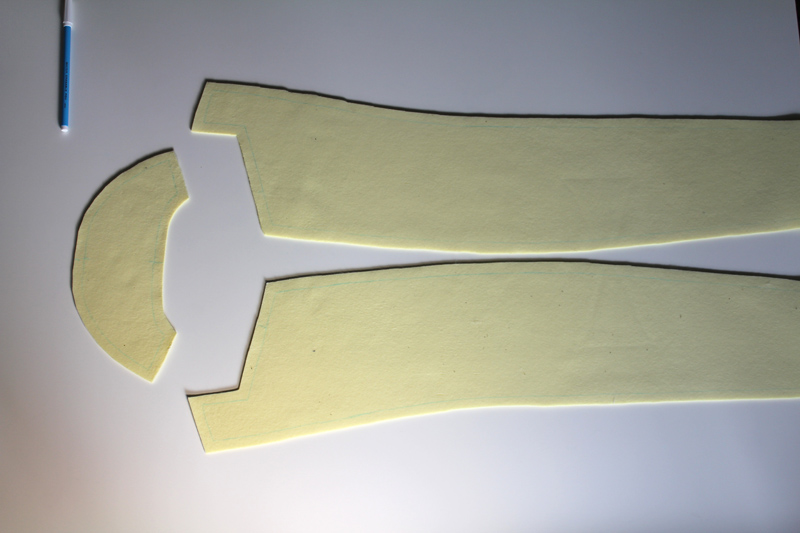

На укреплённые клеевой прокладкой детали нанесите разметку по лекалам.
ШАГ 2
Сметайте детали полочек, бочков, спинки по рельефам и плечевым швам, примерьте и внесите коррективы, если это необходимо. Далее удалите намётку с плечевых швов, это облегчит обработку и утюжку лацканов.
Подборта сложите с бортами лицом к лицу по передним срезам и сколите от метки втачивания воротника до низа пальто.
Для того, чтобы уголок готового лацкана прилегал к изделию и не топорщился, на детали подборта угол лацкана заколите длинной портновской булавкой.
При этом образуется небольшая посадка материала на детали подборта.
В месте перегиба лацкана выполните небольшую посадку по подборту.
ШАГ 3
Притачайте подборта к бортам полочек от метки втачивания воротника до низа пальто. При прохождении острого угла лацкана уменьшите длину стежка до 2 мм и проложите в углу 1-2 поперечных стежка, затупляя угол.
Удалите булавки.
ШАГ 4


Выполните надсечки в начале строчки и в месте перегиба лацкана, не доходя до строчки 2 мм.
ШАГ 5

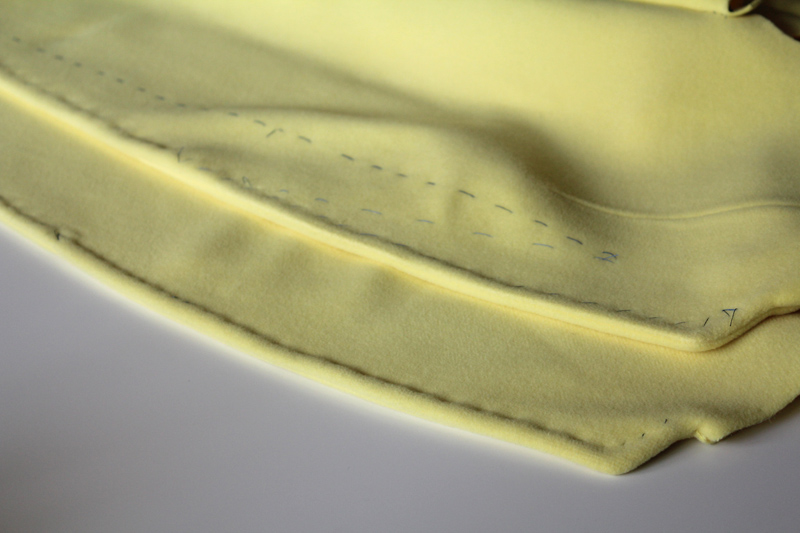
Припуски срезов разутюжьте и
![]()
подрежьте ступенчато до 3-7 мм в зависимости от структуры и свойств материала.

В уголках припуски высеките до 2 мм до строчки, срезая припуски в углу.
ШАГ 6
Подборта выверните и выметайте край борта косыми стежками шёлковой нитью с переходным кантом в сторону изнанки пальто.
Обратите внимание, что переходной кант у лацкана будет со стороны полочки, а ниже перегиба лацкана переходной кант со стороны подборта.
ШАГ 7
Приутюжьте края борта и лацканы через проутюжильник и желательно на игольчатом полотне.
Если такового не имеется, утюжьте на мягкой подложке или на лоскуте основного материала, чтобы не повредить фактуру материала и не примять ворс. Удалите намётку и ещё раз приутюжьте. Лацканы утюжьте со стороны полочки, борт – со стороны подборта.
ШАГ 8

Стачайте плечевые швы на изделии, припуски разутюжьте и подрежьте до 1,5 см, в уголках наискосок.
ШАГ 9

Сколите и стачайте обтачку горловины спинки и подборта по плечевым срезам лицом к лицу. Припуски швов разутюжьте и подрежьте до 5-7 мм, в уголках наискосок.
ШАГ 10
Если по модели предусмотрена тканая петелька-вешалка, то изготавьте её из полосы подкладочного материала плоскую или кручёную. Для плоской вешалки выкройте полосу из подкладочного материала ок. 3х10 см, приутюжьте вдоль пополам изнанкой внутрь, открытые стрезы подверните к сгибу и ещё раз приутюжьте. Стачайте сгибы на расстоянии 1 мм от края.
Зафиксируйте готовую вешалку к срезу горловины обтачки спинки. Если по модели прусмотрена готовая цепочка-вешалка, то её можно пришить позже.
ВТАЧИВАНИЕ ВОРОТНИКА В ГОРЛОВИНУ
ШАГ 1
Проверьте наличие меток на воротнике, а так же метки середин воротников и обтачки горловины спинки.Вложите воротник между пальто и подбортами с обтачкой горловины спинки так, чтобы нижний воротник лежал на пальто, а верхний на подбортах и обтачке.

Вколите и вметайте нижний воротник в горловину пальто, начиная от метки середины спинки и середины стойки воротника.
ШАГ 2

Верхний воротник вколите и вметайте в горловину подборта и обтачки горловины спинки.
ШАГ 3
Втачайте воротник.
В уголках выполните надсечки.

Припуски разутюжьте на колодке. Припуски воротника подрежьте до 5-8 мм. Припуски верхнего воротника шире припусков нижнего воротника. Припуски по горловине не подрезайте.
ШАГ 4

Сколите вместе припуски горловины спинки на спинке и на обтачке от угла до угла лацкана. Стачайте их на машинке.

Эту операцию удобнее выполнять однорожковой лапкой.
ШАГ 5
Приутюжьте шов соединения лацкана и борта.
Лацкан уложите на перегиб, подложив под сгиб валик из махрового полотенца и слегка приутюжьте через влажный проутюжильник. Сгиб лацкана не должен быть плоским (!).
ШАГ 6

Пришейте готовую вешалку к обтачке горловины спинки.
Самое сложное позади. Можно приступать к обработке низа изделия, втачиванию рукавов и соединению подкладки с изделием.
Статьи по теме