Erkek gömlek modeli dikiş akışı tasarımı dersi b. Görünümün açıklaması
Düz bir siluet ile pamuklu kumaştan yapılmış erkek gömlekleri.
Altı parçalı ve altı düğmeli merkezi bir toka ile tek parça çubuklu raf. Sol rafta bir göğüs cebi var. Ayrıca rafın kenarındaki ofset omuz dikişli raf.
Arkaya flört, arkada ise omuz bıçakları alanında iki adet depo var.
Cebin üst kısmı kapalı bir kesim ile bir kat halinde işlenir.
Tek parça manşetlerle kol vtachnoy, tek dikiş kısa.
Yaka vtachnoy tezgahı aç.
Kordonun kenarında, bileziğin kenarı boyunca, 5 mm'lik bir genişliğe sahip bir bitirme hattı kaynaklanmaktadır.
Ürünün tabanı kapalı bir kesim ile kaynak dikişlidir.
Pamuklu kumaştan erkek için kesilmiş gömlek detayları
(Şekil 2'de gösterilmiştir)
Şekil 2 - Erkek pamuklu kumaştan kesilmiş gömlek detayları
Pamuklu kumaştan erkekler için kesilmiş gömlek detaylarının belirtimi
Tablo1-Kesim parçalarının özellikleri
aksesuarlar:
Düğmeler - 6 adet.
Pamuklu kumaştan erkekler için gömlek işleme teknolojik dizisi
Tablo 2 - Pamuklu kumaştan erkekler için gömleklerin işlenmesi.
|
operasyonlar |
uzmanlaşma |
Grafik görüntü ve teknik özellikler uygulanması operasyonlar |
Operasyonun resepsiyonları |
Ekipman, araç ve Uyarlamalar-tion |
|
1. hazırlık fazı |
||||
|
1. Kesim parçalarını almak 2. Kesim parçalarının mevcudiyetinin kontrol edilmesi 3. Kesmelerin şablonlara göre ayrıntılarını açıklamak 4. Eşleştirilmiş parçaların simetrisini kontrol etme |
Kesimin detaylarını alıyoruz, uygunluklarını kontrol ediyoruz, kesimin detaylarını desenlerle belirliyoruz, eşleştirilmiş parçaların simetrisini kontrol ediyoruz |
Keskiler, tebeşir, makas |
||
|
ΙΙ Boşaltma aşaması |
||||
|
Rafların ilk işlenmesi |
||||
|
5. Havai cebi yer yerinin sol rafına koymak |
Yama cebinin yerini 4 kalıplı yardımcı desenin üzerine yerleştirin: Cebin 1,2 tarafı kenarları, 3 üst cep (giriş hattı) ve 4 alt cep |
Lekalo, tebeşir |
||
Tablo 2'nin devamı
|
Yama ceplerinin işlenmesi |
||||
|
Tam kesim sarar basarak yama cep hatları üzerinde 6.Passing |
Yama cebine bütün uçlu sargıyı ütüleme hattını yerleştiriyoruz |
Lekalo, tebeşir |
||
|
7. Yama cebi bütün parça dolgu değiştirme |
Yama cebinin tamamen örtüşen parçasını 7 ve 27mm'de sırayla basıyoruz |
(Almanya) |
||
|
8. Tek parçalı dolgu malzemesi eki |
Sıkıştırılmış kattan 1-2 mm genişliğinde bir dikiş parçasının tek parçalı bir parçasını çıkarırız. | |||
|
9. Pryutjujivanie overlaid bir cebi üst kenarı |
Yerine oturuncaya kadar yama cebinin üst kenarına basın |
(Almanya) |
||
|
10. yama cebi alt ve yan bölümleri Takılması |
Cebin alt ve yan kısımlarına 10mm yanlış taraftan bastırın |
(Almanya) |
||
Tablo 2'nin devamı
|
11. Sol cebi üzerindeki yama cebinin yerleştirilmesi |
Cepleri rafa, planlanan noktalara, cebin kenarlarından 1-2mm dikiş genişliğine yerleştirerek geçiriyoruz. Çizginin ucu, üstte 10-12mm uzunluğunda ve 5 mm genişliğinde bir küme ayracıyla sona eriyor. Bitiş çizgisi, 1 cm'de 3-4 dikiş sıklığı |
8332 hücre, Tekstima (Almanya) |
|||
|
Bitmiş formda 12.Pryutyuzhivanie-yama cebi |
Hazırlanan cebe yerine oturuncaya kadar bastırın |
(Almanya) |
|||
|
Hortum işleme |
|||||
|
Tüm kolluk manşetlerinin ütü hatlarının manşonları üzerine uygulamalar |
Kolları, tüm taçlanmış manşetleri ütülemek için bir dizi giydik |
Lekalo, tebeşir |
|||
|
14. Shutuzhuzhivanie bütün kollu kol manşetleri |
35 mm'de sürekli olarak hepsi bir arada manşet iki sıralı satır için işleme ödeneği yapıyoruz |
(Almanya) |
|||
|
15. Tam kollu kılıfların denenmesi |
Basılı kattan 5 mm genişliğinde bir genişliğe sahip tek parçalı bir manşon kolunun işlenmesi için ödenek alırız. |
8332 hücre, Tekstima (Almanya) |
|||
|
16.Pryutyuzhivanie kolun alt kenarı |
Przhutuzhivaem tamamen yapıştırılana kadar kolun alt kenarı |
(Almanya) |
|||
|
Arkalık tedavisi |
|||||
|
17. Depo yerinin arkasındaki uygulama |
Yardımcı kalıplar için depo yerinin arkasına uygulayın |
Tebeşir, temal |
|||
|
18. Depoyu arka tarafta süpürme |
Depoyu arkaya doğru süpürün, ön tarafa doğru zırhlara doğru yönlendirin. |
Iğne, dize |
|||
|
Tablo 2'nin devamı |
|||||
|
19. Depoyu arkadan ele geçirmek |
Koltuk arkalığındaki depoyu sırtlığın üst kısmından 5 mm kadar dikin |
8332 hücre, Tekstima (Almanya) |
|||
|
20.Pryutjuzhivaniye depo |
Depolara basın |
(Almanya) |
|||
|
21. Koketin ve çekmecenin arka tarafına yerleştirilmesi |
boyunduruğu ve pedin arka boyunduruğu, dikiş yatak boyunduruk arka kelepçe bölümler eşitleyici, koltuk sırtının ön yüz ve sırt dayama yerinin alt tarafına astar boyunduruk yüz yüze dikiş genişliği 10 mm dikiş |
8332 hücre, Tekstima (Almanya) |
|||
|
22. Kokuların temizlenmesi |
Floplara basın |
(Almanya) |
|||
|
23. Bir coquette ve bir coquette bir astar dikiş |
1-2 mm genişliğinde dikişli dikişli coquette ve coquette astarı |
8332 hücre, Tekstima (Almanya) |
|||
|
24. bitmiş form ile arkalığın arkalığını ayarlama |
Hazır formda arkalığa yaslanın. |
(Almanya) |
|||
|
Sıkıştırma işlemi |
|||||
|
Tek parça bir raptiyenin bükülme hattının raflarında 25.Uygulama |
Dış kenar desenler bağlantı elemanları bir katlama çizgisi çevresinde tebeşir çizgi çizin, satır boyun rafları çentik seviyesinde bulunur |
Lekalo, tebeşir |
|||
|
26. Bir adamın gömleği için tek parça bir fermuar şeridinin kopyalanması |
Rafın sol tarafındaki fermuarın all-in-one kayışını çoğaltın |
(Almanya) |
|||
|
Tek parça raptiye kayışı 27.Atout |
Bağlantının all-in-one kayışını planlanan hatlar boyunca bastırın |
(Almanya) |
|||
|
28. Tam kesilmiş bir bükümün bükülmüş bir şekilde kesilmesi |
Tüm konik çubuğun bükülmüş kesimini bükülmüş kenardan 5 mm'ye sabitleyin |
8332 hücre, Tekstima (Almanya) |
|||
|
Tablo 2'nin devamı |
|||||
|
29. Barın korkutulması |
Çubuğa ön tarafa basın |
(Almanya) |
|||
|
30.Prokladyvanie katlama kenarı boyunca dikiş bitirme |
Katlamadan kıvrımın kenarından 5mm mesafede bir bitiş çizgisi yerleştirin |
8332 hücre, Tekstima (Almanya) |
|||
|
31.O adamın gömleğinin rafının sağ tarafındaki tek parça çubuğu |
Erkek gömleğinin rafının sağ tarafındaki tam kesilmiş bir çubuğu demirlemek için, iki kez arka arkaya 21mm'ye |
(Almanya) |
|||
|
Bitmiş formda 32.Pryutjuzhivanie bağlantı elemanları. |
Bağlantılı formdaki bitene basın |
(Almanya) |
|||
|
Yaka tedavisi |
|||||
|
Üst yaka |
Üst köprüyü yanlış taraftan çoğaltın |
(Almanya) |
|||
|
34. Üst yaka indirme |
yaka, üst priposazhivaya altından içeri dışarı atarken, yaka çıktı. Dikiş dikişinin genişliği 5-7 mm'dir. 1 cm'de dikiş frekansı 4-5. Kravat çizgisinin başında ve sonunda |
8332 hücre, Tekstima (Almanya) |
|||
|
35.Vissekanie dikiş köşeleri yakanın köşelerinde |
Hatların 2-3 mm çizgilerine ulaşmayan köşe kısımlarındaki yaka taşlama dikişlerinin parçalarını kesiyoruz | ||||
|
36. Köşeleri düzleştirerek ön tarafı yakalıyor |
Tasmayı ön tarafa çeviriyoruz, köşeleri düzeltiyoruz |
Özel peg |
|||
|
37. Pryutjuzhivanie bir kesim oluşumu ile bir yaka |
Prjutuzhivaem yaka, üst yakasından bir amcık oluşumu ile |
(Almanya) |
|||
|
38. Dışta ve yakanın uçlarında dikiş dikme işlemleri |
Finiş çizgisini uçuruma ve yakanın uçlarına bırakıyoruz. Bitirme dikiş genişliği 5mm |
8332 hücre, Tekstima (Almanya) |
|||
|
39. İç standın alt kısmının aynı anda ütülenmesiyle bileziğin iç standının kopyalanması |
İç yaka standını çoğaltın ve aynı anda iç desteğin 10mm alt kısmına basın |
(Almanya) |
|||
|
40. İç kolonun alt kısmının dikilmesi |
İç desteğin alt kısmını bükülmüş kesimden 5 mm kadar dikin |
8332 hücre, Tekstima (Almanya) |
|||
|
41. Rafta bir yaka dikme |
Tasmayı 10 mm rafa dikin |
8332 hücre, Tekstima (Almanya) |
|||
|
42. Tasmanın dikiş dikme dikişinin rafa kesilmesi |
1-2mm hattına ulaşmayan rakorun dikişe dikme dikişi dikmesine | ||||
|
43. Rafı öne doğru çekme |
Ön taraftaki ayakları sökün |
Özel peg |
|||
|
Ürünün montajı |
|||||
|
44. Pryachivanie astarlı rafa |
Dikiş 10mm raf genişliği Pritachit astar kokteyli |
8332 hücre, Tekstima (Almanya) |
|||
|
45. Koketin astarının rafa dikiş miktarının dikişe basılması |
yan boyunduruk astar raf karşılık pritachivaniya astar boyunduruğu dikiş basın |
(Almanya) |
|||
|
46.Topetin üst kısmının kaldırılması |
Koketin üst kısmına 10mm basın |
(Almanya) |
|||
|
Tablo 2'nin devamı |
|||||
|
46.Önemli flört rafta uçar |
Coquette'i rafa yayma Dikişin genişliği katlamadan 1-2mm kadardır. |
8332 hücre, Tekstima (Almanya) |
|||
|
47. Ürünün boynundaki bileziği dikme |
Ürünün boynundaki bileziği, dikişin 10 mm üst raf genişliğinde dikiş |
8332 hücre, Tekstima (Almanya) |
|||
|
48. Bileziğin dikişin dikiş payı parçalarına boyuna bastırılması |
Bileziğin dikişinin dikiş desteğini, dikiş ayağı yönünde ürün boynuna bastırın. |
(Almanya) |
|||
|
49. İç sehpayı ürünün boynuna takın ve aynı zamanda dirseğin uçlarını döndürme dikişlerine bir sonlandırma çizgisi koyun ve manşonun uçağını rafa işleyin. |
Alt rafın katlanmış bölümünü ürünün boynuna ayarlamak için, aynı anda, dirseğin polisajı dikişi boyunca bir bitirme çizgisi döşerken ve yaka uçuşunu işlemek için, dikişin genişliği 2 mm'dir. |
8332 hücre, Tekstima (Almanya) |
|||
|
50. Pryutjuzhivanie bir tür bir yaka |
Bitmiş formda yaka basın |
(Almanya) |
|||
|
51. Kolları açık kol deliklerine geçirme |
Manşonu, kol üzerindeki çentikleri, kol deliği deliği üzerindeki karşılık gelen çentikler ile birleştirerek, 10 mm genişliğinde bir dikişle kovanları açık hortumlara hortumluyoruz. | ||||
|
52. Hortum dikişleri için dilimleme dikiş payı |
Kolların kenar taşlama makinesinde arka kısmın kenarlarından dikiş dikme dikişlerini süpürüyoruz |
Agat JSC (Rostov-on-Don) |
|||
|
Dikiş kollu için 53.Shutuzhivanie dikiş ödenekleri |
Dikiş manşonlarının dikiş parçalarının manşona doğru basıncına basıyoruz |
(Almanya) |
|||
|
Tablo 2'nin devamı |
|||||
|
54. Rafın yan kısımlarının ve kolların arka ve iç bölümlerinin dikilmesi |
Dikişin 10 mm genişliğindeki iç taraflarını, manşonun dibinin iç kesimi boyunca kesilmesinden, yan kesimlerin tepesine yerleştirmek. 1 cm'de dikiş frekansı 4-5. Çizginin başında ve sonunda bir canlandırıcıdır. |
8332 hücre, Tekstima (Almanya) |
|||
|
55.İç dikişlerin yayılması ve ürünün manşon iç dikişleri |
Yan dikişlerin boşluğunu raftan süpürüyoruz |
Agat JSC (Rostov-on-Don) |
|||
|
56. Bir ürünün yan dikişlerinin ve manşonların iç dikişlerinin büzülmeleri |
Ürünün yan dikişlerinin ve manşonun iç dikişlerinin geri kalan kısımdaki parçalarını ütüliyoruz |
(Almanya) |
|||
|
57. Ürünün alt kısmının netleştirilmesi |
Ürünün alt kısmı kesilmiş olmalıdır. |
Lekalo, tebeşir |
|||
|
58. Tabanın alt çizgisinin çizimi |
Alt viraj çizgisi 7 ve 12 mm'lik bir mesafede uygulanır. |
Lekalo, tebeşir |
|||
|
Ürünün alt bükme için 59.hutuzhivanie ödeneği |
Ürünün dibini planlanan hat boyunca bükmek için harcırah basıyoruz |
(Almanya) |
|||
|
60. Ürünün alt kısmını yapıştırmak |
Ürünün alt kısmının ön kısmını ön taraftan çıkardık, dikişin genişliği 10 mm, dikişlerin sıklığı 1 cm'de 3-4'tür. Dikiş katlanmış kenara paraleldir |
8332 hücre, Tekstima (Almanya) |
|||
|
Ürünün 61.Prostyuzhivanie alt |
Tamamen yapışana kadar ürünün alt kısmı Prjutyuzhivaem |
(Almanya) |
|||
|
Tablo 2'nin devamı |
|||||
|
ΙV. Ürünü bitirmek |
|||||
|
64. Döngülerin rafa yerleştirilmesi |
Yardımcı desen boyunca ilmeklerin yerini doğru rafa koyduk |
Lekalo, tebeşir |
|||
|
65. Rafta dikiş döngüleri |
Konumun planlanan hattı boyunca rafta 6 döngü dikiyoruz | ||||
|
Endüstriyel çöpün temizliği |
Ürünün işlenmesi sonucunda kalan gereksiz iplikleri kaldırıyoruz | ||||
|
67. Son DTÖ Ürünleri |
Son WTO ürünü |
(Almanya) |
|||
|
68. Düğmelerin yerlerinin rafa yerleştirilmesi |
Düğmelerin yerini yardımcı bir desen kullanarak sağ rafa koyarız | ||||
|
69. Rafta düğme dikişi |
Planlanan hatta sağdaki rafta 6 adet düğme dikiyoruz |
Iğne, iplik, makas |
|||
|
70. Ürünün bitmiş formdaki kalitesinin kontrolü |
Ürün kalitesini bitmiş formda kontrol ediyoruz | ||||
|
71. Bitmiş ürünün master'a teslim edilmesi |
Bitmiş ürünün master'a teslim edilmesi | ||||
SAĞ GECE SAHNE? NEDEN?
Gece gömlekleri çok çabuk aşınır.Bu nedenle, kaliteli doğal çamaşırları nereden satın alacağınızı bilmeniz veya kendinizi dikebilmeniz gerekir.
Bazen dikiş dikmek bile olsa, sadece bu tip giysiler özel test gerektirmediğinden, zaman dikişi almak ve satın almak istemiyorum.
Hazır doğal keten pahalı
Ve her şey iyi olurdu, ama bu kez ben kıyafeti maliyetini tatsız şaşırdım - bana biraz pahalı görünüyordu. Malzemenin maliyetine baktığımda bunun kumaştan 5-7 kat daha pahalı olduğunu anladım.
Akıllı sentetikler nispeten ucuzdur. Ama hayatınızın sorumlu bir yarısını bunun içinde geçirebilmek için sağlığınıza nasıl özen göstermeniz gerekir.
Düşündüğüm yer burası ...
Ama bu sadece benim problemim değil. Söylemek saçmalık ... bir gömlek dikmek, kesimle birlikte birkaç saat alıyor.
Ve dikmek bile en becerikli terzi olabilir! Ve harika bir araba overlokunun şanslı bir sahibi iseniz, tereddüt etmeden dikiş yapmaya devam edin! Overlock yok mu? Dikişleri işaretlenmemiş bırakın, triko değil, şimdi moda olan, raspolhmatitsya değil, çiçek olmaz.
Kendileri ve sevdikleri için giysi dikmek iğneler için değerli bir meslek.
İğne işi için faydacı olmayanlar için zaman harcayanları asla anlamadım. Giysileri olsun! Her zaman talep var, raflarda ve duvarlarda tozlanma yok. Kesmeyi bilmiyorsanız, stilleri seçin, dikişte tecrübeli değilseniz, o zaman başlamak için ihtiyacınız olan bir gecelik. Ondan sonra elbiseler dikerken gerekli olacak tüm tedavileri (prova) deneyebilirsiniz.
İkna? Haydi başlayalım! Katılıyor musun?
1. Bir gece gömleğinin desenini kayışlarda modellemek
Gecelikler hayatımızda önemli bir rol oynar. Çok çeşitli ve güzel hafif gömlekleri tercih eden kadınlar var. Birçoğu elle dikilebilir. Bir kadının geceliklüğünün modelini kayışlarda modellemenizi öneririm. İki model var, böylece sevdiğiniz birini seçme şansınız olacak. 
Gömlek modellemeye devam etmek için, yarı bitişik elbise tabanına sahip olmanız gerekir. Eğer parametreleriniz standart olanlarla uyuşuyorsa, dergilerden hazır desenleri kullanabilirsiniz. Her iki model de pamuk, poplin, bambu kumaş, pamuk gibi hafif malzemelerden yapılmıştır. Eğer ipekden yapılmış ürünleri tercih ederseniz, o zaman daha şık ve şık görünecek bir gecelik kadın gömleğinin dikilmesi için de mükemmeldir.
MODEL 1

İlk model için Desen gecelik hızlı ve çok fazla zorlanmadan yapılmış, ancak ürün, iki tarafta ve gömlek altındaki dantel şeritler sayesinde çok güzel görünüyor. Temel kalıbın nasıl modelleneceğini görün. Mavi çizgiler, gece gömleğinin yeni çizgilerini gösterir ve daha sonra deseni kesmesi gerekir. Korse üzerinde meme tarafı dart, çözülmüş tuck açığa kapalıdır. Ve etekte, çözülmüş tüfler hiç dikkate alınmaz. ![]()
göğüs çevresi üzerinde yaklaşık 6 cm'lik küçük bir artış, 8 ila 12 cm kalça çevresini vermek gerekir. Eğer gecelik artırmak için kutunun altındaki gevşek ve 12'den fazla cm. Fakat, hangi edecek dikkate dantel genişliğini almaya unutmayın isterseniz tarafın tüm uzunluğu dikmek. 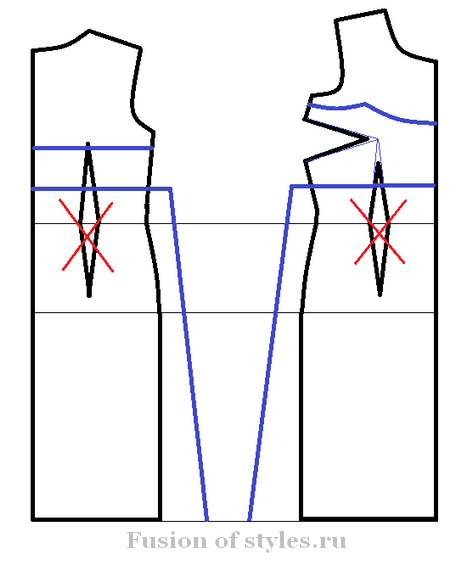
Gömlek, elastik bir bant üzerine yerleştirilmiş bir dikişle eteğe bağlanan ayrılabilir bir korsaja sahiptir. Korse daha dar olan üst merkezi kısmı dantel ile kesilmiş ve arka korse görülecek sakız oturan. Askıların uzunluğu fitingte belirtilmiştir. 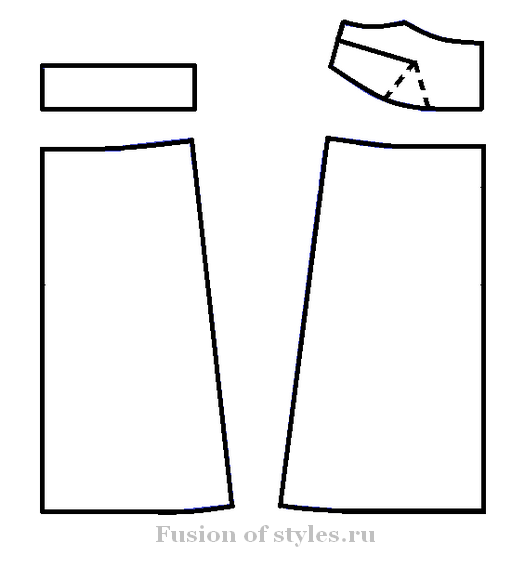
MODEL 2
 İkinci model, ilkinden daha karmaşıktır. Üzerinde daha fazla yardımcı çizgi var, ancak temel desen aynı. Ön taraftaki kesilmiş korsaj üç parçaya ayrılmıştır. Korse yan detaylarında, meme tutamları kapalı olmalıdır. Korse altında altta işlemeli dar dantel ile dantel kumaştan bir parça vardır. Korse üst kısmı aynı dantel ile tedavi edilir. Aynı önündeki Etek üç kısımdan oluşur ve altta dantel şeritler halinde bir yay ve özgün köşe ekler ile bir kesik şeklinde dekoratif ayrıntılar vardır.
İkinci model, ilkinden daha karmaşıktır. Üzerinde daha fazla yardımcı çizgi var, ancak temel desen aynı. Ön taraftaki kesilmiş korsaj üç parçaya ayrılmıştır. Korse yan detaylarında, meme tutamları kapalı olmalıdır. Korse altında altta işlemeli dar dantel ile dantel kumaştan bir parça vardır. Korse üst kısmı aynı dantel ile tedavi edilir. Aynı önündeki Etek üç kısımdan oluşur ve altta dantel şeritler halinde bir yay ve özgün köşe ekler ile bir kesik şeklinde dekoratif ayrıntılar vardır. 
Arka kısım, yalnızca çözülmüş dart olmadan, taban deseni ile aynı kalır. göğüs çevresi ile. Burada alacak desen parçalarını kestikten sonra parçaların bir dizi yaklaşık 10 cm kalça çevresine yaklaşık 6 cm'lik bir artış verilmelidir. Arkadaki korse kumaşın üstünde, rahatlık için elastik bir bant çizebilirsiniz. 
Bu gece kadın gömleklerini böyle simüle edebilirsin. Eğer kendi ellerinizle kendiniz için yaratma arzunuz varsa, o zaman bu kalıpları inşa etmenin yolları kullanışlı olabilir. Askılar üzerindeki gece gömlekleri, özellikle sıcak yaz günlerinde geçerli olacaktır. Ve doğal kumaşlar, dinlenme sırasında rahatlığı ve rahatlığı korumaya yardımcı olacaktır.
MODEL 3
Yazara çok teşekkürler:
GECE SHIRTS İÇİN ÖDÜL ALINIR
Örme kumaş seçerek başlayalım. Muhtemelen, bazılarınız için bu ilk forma olacak. Korkmaya gerek yok.
Bir gömlek için, mutfak pürüzsüz yüzeyi adı verilen örme bir kumaş kullanılır. % 100 doğal tuvale ihtiyacımız var. Bu yüzden, çorap olan yuvarlak bir örgü seçeceğiz.
Jersey'i nasıl ayırt edeceğinizi bilmiyorsanız, satıcılar size bu konuda yardımcı olacaktır. Bu çok basit. Offhand, bu, formaların külotlu çorapları, bebek kıyafetleri. Küçük, genellikle beyaz dünyasının rengi. Buradaki trikolar hakkında detaylara girmeyeceğim.
Ama şimdi size detaylı bir şekilde anlatacağım ve ne kadar sorun çıkaracağınızı, trikoların nasıl kesileceğini ve masanın üzerine eşit olarak nasıl yerleştirileceğini göstereceğim. Ve aynı zamanda ne tür bir gömlek giyeceğimizi ve dikeceğimizi görüyoruz. 
Açıklama: Bir parçalı kısa kollu ve oval bir yaka ile örme kumaştan gecelik gecelik. Tüm bölümler örme fırın tarafından işlenir.
Ne satın alınır? Gömlek dikmek için 1-1.3 m örme kumaş gereklidir. Boyun ve diğer bölümleri bitirmek için 0,1 m triko tercih edilir (ancak gerekli değildir). Terbiye seçenekleri (dikişte ileri düzeyler için) dantel ve örgü olarak kullanılabilir. Dikiş triko için doğru renk ve iğne ipliği hakkında unutma.
Örme kumaşlar örneğinde size bir kesim göstereceğim. Bu nedenle, başka bir forma satın aldıysanız, o zaman kesme düzenlerken bunu göz önünde bulundurun. Kesim kattan olmalıdır. Trikolarınız keten (bölünmüş) ise, yapınızı katlanır. Başka bir farklılık yok.
Bu videoda dikiş ve dikme hakkında her şey
Anladığınız kadarıyla, tişörtün uzunluğu ve genişliği tercihlerinize ve aynı zamanda finisajın kendisine bağlıdır.
DİKİŞ MAKİNELERİN DİKİŞ İHTİYACI
Bir overlock varsa - harika! Dikiş zamanlarınız daha hızlı ve daha profesyonel olacaktır. Bir dikiş makineniz varsa, büyük olasılıkla artık ipuçlarına ihtiyacınız olmaz.
Ancak ...
Bir gömlek dikmek için ek ekipmana sahip olmanıza gerek yoktur. Aracınızda zigzag varsa, aşağıdaki fotoğraflarda gösterilen tedavilerle kolayca baş edebilirsiniz. Ve havalı olan şey, bir seferde özel bir bilgelik olmadan koşmasıdır. 
Bunun nasıl yapıldığını anlıyor musun? O zaman daha fazla yorum gerekmeyecek. Arabanın arkasına geçin ve dikin!
NARROW BEAK İLE BOYUNCA CERRAHİSİ 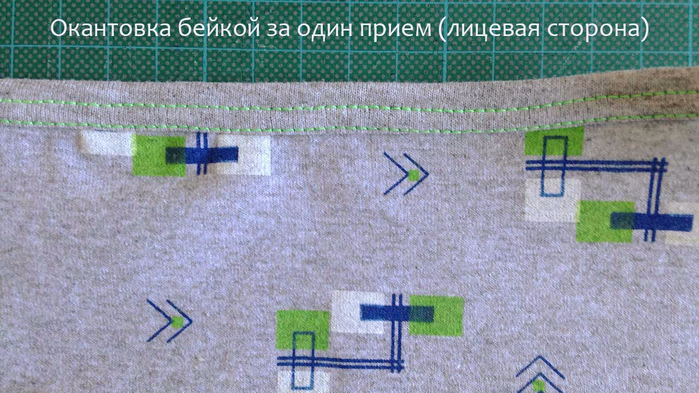

Sadece bir gömlek dikmeyi öğrendiğimi ekleyebilirim, farklı bir forma renklendirmesi uygulayarak, yaz için bir üst veya elbise dikebilirsiniz.
Size uygulamanızda başarılar diliyorum! Yaratıcı ilham! 
Kısa boy ince kısa askılarda - genç kızlar için en iyi seçim. Bu tür modeller ipek sabahlıklarla iyi bir şekilde birleştirilmiştir;
Uzun bir gömlek veya kolsuz gömlek şeklinde - estetik ve konfor arasındaki en iyi uzlaşma. Gömlekler uyku sırasında düşmez ve hareket özgürlüğü sağlarlar;
Kış - genellikle uzun bir kol vardır ve ince bir elbise ile hafifçe benzerler;
Dekoratif sabahlık - günlük kullanım için değil, özel romantik durumlar için daha uygundur. Özellikle bu gömlekler korse ve kısa uzunlukta dantel ile ayırt edilir. Önlerinde baştan çıkarıcı bir kesim ve yüksek bel bulunabilirler.
Bir gece gömleği ile mükemmel bir set oluşturuyoruz
Diğer ev eşyaları ile bir gecelik satın almanız tavsiye edilir. Böylece görüntünün birliğini başarabilir ve hiçbir şey topluluktan kopmaz. Kitin tüm elemanları tek renkte veya en azından kârlı bir şekilde bir araya getirilmelidir. Bugün pastel renkler en çok alakalı. Eğimde gök mavisi, kahve, şampanya, şeftali ve menekşeler var.
Gömleğiniz için satın almanız gereken kıyafetler nelerdir?
Chuni - bu bir tür yumuşak terlik, ayak bileklerinden daha uzun;
Hafif önlük - sıradan ev kıyafetlerine şık bir alternatif. Bu bornozlar ipek, saten, kulirki (ince jarse) veya kadife;
Bornoz - banyo prosedürlerinden sonra rahatlamak için tasarlanmıştır. Bir ışık borusunun aksine, yumuşacık bir yüzeye, yumuşaklığa ve yüksek derecede higroskopiye sahip olmalıdır;
Değiştirilebilir uyku tulumu - Tişörtlü şort, T-shirt veya gevşek pantolontan oluşabilir.
İmalat malzemelerinin seçimi
Gecelik sadece doğal malzemelerden yapılmalıdır, çünkü cilt ile doğrudan temas halinde olur. Uyku kıyafetleri için en önemli gereklilik hava geçirgenliğidir, böylece cilt uyku sırasında nefes alabilir. Bu sebeple örme pamuklu gecelikler en iyi seçimdir. Bu malzeme iyi emer ve nem verir, alerjiye neden olmaz. Polyester gibi elektrik üretmez ve hiç çarpmaz.
Çoğu zaman gömlek imalatında, iki tip trikodan biri kullanılır: viskoz veya yoğurma. İkinci seçenek daha çok tercih edilir, çünkü tüm fırfır pamuktan yapılmıştır. İnanılmaz hassasiyet ve yumuşaklık var. Takozun bir başka avantajı da, pahalı saten ve ipek setlerine sahip olamayacak kadar uygun fiyattır. Jersey'den bir gecelik kıyafet satın alarak, pratikliği, konforu ve özgün tasarımından memnun kalacaksınız.
"Henri" tekstil fabrikasının yerinde, ev aşınması için hazır bir kit oluşturmak için ihtiyacınız olan her şeyi bulabilirsiniz. Gecelikler sayfada
Modern üreticiler tarafından tamamlanmış, tarzı farklı olabilir. Bugün dükkanların raflarında bulabilirsiniz:
- Düz kesim gece gömlekleri. Bu, hareketleri kısıtlamayan ve kadına maksimum konfor sağlayan en popüler seçenektir. Kural olarak, bu gömlekler ince triko, tek sesli veya çok renkli baskı ile dekore edilmiştir. Ürünün üst kısmında ince kayış-ip veya kalın, dantel kayıştan yapılmış olabilir. Aynı şekilde, benzer modeller kısa örme veya dantel manşonlarla da desteklenebilir (ancak bu varyant iki öncekinden daha az yaygındır).
- Monte modelleri. Uyku ürünleri için rahatsız edici rakamlarla ilgili değil. Bu gömlekler, ürünün bir kadın figürüne rastgele uymasını ve sıkılmamasını sağlayan maksimum izin ile yapılır. Bu tür ürünlerin özel desenlere göre dikilmesine rağmen, serbest kesim modellerine neredeyse hiç rahat olmadığından, her yaştan kadınlar için uygundur. Ancak, gömme tişörtlere bakmak için durmak özellikle ihtiyatlı olmalısınız, çünkü bu tür modeller figürün problem alanlarını açıkça vurgulayabilir. Bu ürünler arasında hem ipek / saten hem de gömleklerin örme modelleri bulunur.
- Orijinal stilleri. Bunlar düşük bel, eteği veya güneş kılığına sahip gömleklerin yanı sıra devasa kesimler, dekoratif kuyruklar ve diğer sıra dışı unsurlarla dekore edilmiş modeller olabilir. Bu modeller daha çok bir gömleğe göre bir gece elbisesi gibidir ve aynı zamanda oldukça sık görülür. Daha sıklıkla bu tür ürünler lehine seçim genç kadınlar tarafından yapılır.
Kumaş ürünleri
Ayrıca, gecelikler yaptıkları kumaşın türüne göre farklılık gösterebilir. Malzemenin en popüler çeşitleri şunlardır:
- Triko. Yumuşak, rahat, cilt dostu ve uygun fiyatlı trikolar, son birkaç yıldır tartışmasız liderlik pozisyonu olmuştur. Giymek için rahat ve yılın her mevsim için mükemmel. Kumaş monofonik olabilir veya çeşitli desenler ile dekore edilebilir.
- İpek. Bu bayanlar için başka bir favori. Dantel veya nakış ile süslenmiş ipek gecelik, özellikle oldukça katı ve kadınsı görünecek. Ancak, buna ve buna mal olan ürün, örme analogdan daha büyük bir büyüklük sırası olacaktır. Bütçe seçeneği olarak, suni ipekden yapılmış ürünleri düşünebilirsiniz.
- Atlas. Bu daha uygun fiyatlı, ama ipek malzemeden daha az güzel değil, aynı zamanda gecelikler yapıyor. Saten gömlek modelleri İpek analoglarının iki versiyonları.
Kendinize güzel bir gecelik sipariş verin!
Ayar: . Erkekler gömlek üretimi için dikiş tasarım akış, 390 ünite / cm, tutarlı bir çalışma ile akış tipi :. Odnofasonny agrega-grubunun pamuk kumaş kapasitesi model B.
Özet:
Kurs projesi 46 sayfa, 2 rakam, 15 tablo, 24 formüller, 6 kaynak literatürü içermektedir.
Erkek gömleği, dikiş ipliği, akış stroku, işçilik şeması, eşzamanlı yükleme takvimi, tarife katsayısı, mekanizasyon faktörü, devam eden çalışma, üretim döngüsü.
İşin amacı: erkek gömlek modeli B'nin üretimi için mevcut modele göre bir dikiş ipliği tasarlamak.
Kurs projesinde aşağıdaki görevler çözülecektir:
1. ekipmanın kısmi değiştirilmesi
2. bir ön akış hesaplaması yapmak
3. işe alım yapmak
4. İşbölümü için bir plan hazırlamak
5. Yansıtılan akışın teknik ve ekonomik parametrelerini hesaplayın.
İçindekiler:
tanıtım
Akış üretimi, üretim sürecinin özel olarak ardışık işyerlerinde (üretim hatları) gerçekleştirildiği nispeten kısa operasyonlara bölünmesiyle karakterizedir.
Teknolojik akışlar aşağıdaki göstergeler ile tahmin edilmektedir:
- güç tarafından;
yapıya göre;
süreç içi taşımacılık yoluyla;
beslenmenin doğası hakkında;
başlangıç yolu ile;
art arda kaymalar.
- Belirli bir süre içinde 1 veya birkaç ürünün üretiminde uzmanlaşma - emek yoğunluğu.
Teknolojik akışın arkasında belirli sayıda çalışanı güvence altına almak.
Teknolojik akışın, belirli bir teknolojik sekansta gerçekleştirilen bölünmez operasyonlara ayrılması.
Organizasyonel işlemlerde edinme. Örgütsel operasyon birkaç bölünmez teknolojik işlemden oluşur; arkasında belirli sayıda işçi ve ekipman tespit edildi.
Örgütsel operasyon süresinin, akışın genel ritmi (döngüsü) ile koordinasyonu.
Yarı işlenmiş ürünün asgari hareket yoluna tabi olarak, işyerlerinin teknolojik süreçlerin seyrine uygun olarak yerleştirilmesi.
Teknolojik süreçlerin sürekliliği ve katı tekrarlanabilirliği.
- İşgücü verimliliğinde artış:
- a) Akışın bir bütün olarak uzmanlaşması,
- b) işçilerin ve iş yerlerinin uzmanlaşması,
- c) Yapılan işin tekrarlanan sıklığı,
- d) ulaştırma işlemlerinin mekanizasyonu;
- 2) Ürünlerin kalitesinin iyileştirilmesi (çalışanların uzmanlaşmasıyla);
- 3) Üretim döngüsünün süresinin azaltılması;
- 4) Ekipman kullanım oranını arttırın.
- Akış noktası, bir üretim biriminin ardışık başlangıçları veya salınımları arasında belirli bir zaman aralığıdır;
- Akış döngüsü, bir çalışan tarafından gerçekleştirilen bir organizasyon işleminin zamanıdır.
1.2. Model gömleklerin görünüşünün tanımı
Pamuklu kumaştan günlük kullanım için erkek gömlek, düz bir siluet (Şekil 1). Yaka, düğmeli, klasik, ayakta duruyor. önce gömlek üzerinde toka ile kayış beş ve beş düğme döngüler neaten dikişli ve boyunduruk cebi vana vardır. Manşetler üzerinde uzun vtachnye kollu. Manşon kesimi bir şerit tarafından işlenir. Arka ve raflar tamamen parçalanmış. Manşonların, çıtaların ve ürünün dibinin kenarlarında, bir bitirme dikişi kenardan 3 - 5 mm mesafede yerleştirilir.
1.3. Malzemelerin seçimi, gerekçesi ve karakterizasyonu
Malzemelerin seçimi, ürünün özellikleri ve gereksinimleri dikkate alınarak yapılır.
Temel kumaşın özellikleri, standartlar ve fiyat listeleri bazında Tablo 1'de sunulmuştur.
Tablo 1 - Ana dokunun özellikleri.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
Ambalaj malzemelerinin özellikleri, standartlar ve fiyat listeleri bazında Tablo 2'de sunulmuştur.
Tablo 2 - Yapışkan conta malzemelerinin özellikleri.
Dikiş iplikleri, standartlar ve fiyat listeleri bazında Tablo 3'te sunulmuştur.
Tablo 3 - Dikiş iplerinin özellikleri.
Seçilen iplikler yüksek mukavemete, elastikiyete, aşınma direncine, hafif büzülmeye sahiptir.
Aksesuar olarak, 0.5-0.7 cm çapında iki delikli düz düğmeler seçiyoruz.
Seçilen iplikler ve aksesuarlar, aynı zamanda, modanın modern eğilimine karşılık olarak, ürünlerin rekabet gücünü de belirler.
2. İşleme metot ve ekipmanlarının seçimi
En gelişmiş ve modern teknolojiler (yapıştırıcı, kaynaklı eklemler) ve ekipmanların döşenmesinden dolayı işleme metotları ve ekipman seçimi, akış tasarımındaki ana bölümlerden biridir. Tüm bunlar, ürünü üretmenin asgari işgücü girdisi ve dolayısıyla ürünün en düşük maliyetiyle yüksek teknik ve ekonomik göstergeler içeren bir akış tasarlamanıza olanak tanır.
İşleme ve ekipman yöntemlerini seçerken, temel ilkeler şunlardır:
- İleri teknolojinin uygulanması (kaynak, tutkal vb.);
Makinelerin ve yarı otomatik cihazların kullanımı;
Manuel işlemlerin mekanize olanlara aktarılması;
Paralel üzerinde işlemlerin sıralı yürütme değiştirilmesi;
Otomasyon elemanları ve küçük ölçekli mekanizasyon cihazları ile donatılmış yüksek hızlı makinelerin uygulanması.
| Dikiş adı | GOST 12807-88'e göre dikişin koşullu görüntüsü ve kod işareti | Uygulama kapsamı |
| Dilimleme olmadan Statik | 1.01.01 | Dikiş manşetleri ve coquette |
| Betty bir sneer ile
bölümler
|
1.01.02 | Omuz, yan, kol bölümleri, manşonların bağlanması |
| Kapalı dilimli fatura | 1.06.01 | Manşetleri manşonlarla bağlama |
| Obtachnoy | 1.06.02 | Yaka yakası, manşet |
| Kapalı cutoff ile | 2.05.02 | Rafta cepleri |
| Kapalı kesim ile kat | 6.03.04 | Ürünün tabanının durağanlığı |
Yapışkan malzemeler kullanılarak parçalar ve montajlar için işleme modunun parametreleri Tablo 5'te verilmiştir.
Tablo 5 - Parçalar ve montajlar için işleme modunun parametreleri
yapıştırıcı madde kullanımı ile.
Islak-ısıl işlemin parametreleri Tablo 6'da gösterilmiştir.
Tablo 6 - Islak-ısıl işlem parametreleri
| Operasyon türü | Ütü veya presleme yüzeyinin sıcaklığı, C | Baskı basıncı, MPa | Hareket zamanı, s | Nemlendirici% | notlar | |
| basın | demir | |||||
| Basın, demir vb. | 140-150 | 0,05-0,07 | 10-15 | 30-45 | 30-40 | Göstergelerin sınırları, yastık kılıflarının tipine ve doku liflerinin türüne bağlıdır. |
Tasarlanan dikiş makinelerinin teknolojik özellikleri Tablo 7'de sunulmuştur.
Tablo 7-Tasarlanmış Dikiş Makinalarının Teknolojik Özellikleri
| Ekipman adı | üretici | uzmanlık | Sınıf, tip, model | teknik özellikleri |
| Kazma makinesi | Pfaff Almanya | M | 5487 | Alt ve üst konveyörlü 2 iplikli mekik dikişi, iplik kesme tertibatı, kaynak kenarının kırpılması, hız 4200 1 / dak, ilmek uzunluğu 6 mm |
| Kazma makinesi | Pfaff Almanya | M | 481-731 | Alt ve üst konveyörlü 2-iplikli mekik dikişi, otomatik destek, elektronik motor kontrolü, hız 5000 1 / dak, dikiş uzunluğu 4,6 mm, katlama genişliği 8.1-12 mm |
| Kazma makinesi | Pfaff Almanya | M | 487-706/82 | Alt konveyörlü 2-iplikli mekik dikişi, iplik kesme tertibatı, otomatik bastırma ayağı kaldırıcı, otomatik masura, hız 5000 1 / dak, dikiş uzunluğu 4,5 mm |
| Döngüler yapmak için yarı otomatik | Pfaff Almanya | bir | 3116 | 2 iplikli mekik dikiş, hız 3200 1 / dak, ilmek uzunluğu 6.4-24.4 mm, bir masada 2 ikiz kafa |
| Düğmelerin yarı otomatik dikişi | Pfaff Almanya | bir | 3306 | 1-iplikli zincir dikiş, 2 ve 4 delikli düğmeler, 1800 1 / dak hız, otomatik aktivasyon, düğme tutucuyu kaldırma ve indirme |
| Kazma makinesi | Necca İtalya | M | 830-103 | hız 5000 1 / dak, dikiş uzunluğu 3-8 mm, otomatik pawl lift 5 mm |
| "Rimoldi" İtalya | C | 29/18 | Hız 5600 1 / dak, iğneler arasındaki mesafe 3 mm, işaretin genişliği 4 mm | |
| Dikiş ve Dikiş Makinası | Jukki Japonya | C | MO-816 | Hız 6500 1 / dak, iğneler arasındaki mesafe 3.2 mm, işaretleme genişliği 5 mm, dikiş uzunluğu 0.3-4 mm |
| Ceplerin, manşetlerin, yakaların vanalarının taşlanması için yarı otomatik | Rusya Federasyonu | bir | 570 PMC | 2 iplikli mekik dikişi, dikiş uzunluğu 2 mm, dikişli torbanın kalınlığı 3 mm |
3. İşleme metot ve ekipman seçiminin ekonomik değerlendirmesi
Mevcut olana göre yeni bir akış tasarlamak için, verimli, uygun maliyetli üretim ile akış elde etmek için işgücü verimliliğini arttırmak gerekir. Bunu yapmak için, mevcut ekipmanı daha modern ve dolayısıyla daha verimli bir şekilde değiştirmek gerekir. Bu durumda, daha yüksek hıza sahip makinelerin kullanımı, ürünü yapmak için harcanan süreyi azaltmanıza olanak tanır. Gelişmiş bir dikiş kuruluşundan alınan temel teknolojik dizinin üç operasyonunda bir yedek üretiyoruz.
Bir işlem için yeni zaman normlarının hesaplanması formül tarafından belirlenir.
,
(1)
öngörülen makine zamanı, s;
-Aktif makine zamanı, s;
- işletim makinesinin ana milinin dönüş frekansı, min;
- Yansıtılan makinenin ana milinin dönüş frekansı, min;
- Yardımcı numaralar için zaman (otomatik düzeltme, makineyi durdurma ve ayağını kaldırma), s.
3 sn'ye eşit olduğu varsayılır. Bununla birlikte, tasarlanan makinelerde otomasyon elemanları varsa, yardımcı zaman dikkate alınmaz.
Sonuç olarak, formül (1) formu alır
(2)
yeni bir konuma varolan ekipmanın yedek hız ana şaftlar önemli bir artış, ve bir bütün olarak uygulanması sürecinde niteliksel bir değişim sadece taşıması halinde, öngörülen süre (bu veriler önde gelen fabrikaları tarafından sunulmaktadır) işgücü verimliliğindeki hesap artışı dikkate alınarak hesaplanır
(3)
İşgücü verimliliğinin artmasıyla zaman tasarrufu nerede?
Mevcut ekipmanı yenisiyle değiştirmenin verimliliğini hesaplamak:
Operasyon 38:
Operasyon 49:
Mevcut ekipmanı yenisiyle değiştirmenin etkinliği Tablo 8'de sunulmuştur.
Tablo 8 - Ürünün tedavi dizisinin arıtılmasının etkinliği
| Teknolojik işlemin numarası ve adı | ekipman | Zaman, s | Ile zaman kazandırır | ||
| mevcut | projekte | mevcut | projekte | ||
| 38. Dikişli omuz dikişleri | 29/18 "Rimoldi" İtalya | 551/065 ф «Brother» Japonya | 44 | 33 | 11 |
| 49. Final DTÖ | Elektro buharlı ütü | Buharlı hava mankeni f. McPee, İtalya | 242 | 143 | 99 |
| TOPLAM | 286 | 176 | 110 | ||
İşgücü verimliliğindeki (RPT) büyüme, ürün bazında bir bütün olarak yüzde cinsinden hesaplanır.
(4)
Ürünün üretilmesi için mevcut ve öngörülen zaman ve nerede, s.
hesaplama:
RPT ed =% 7
4. Teknolojik dizinin geliştirilmesi
Seçilen işleme ve ekipman yöntemlerine ve ekipmanların değiştirilmesine dayanarak, öngörülen akış için ürün işlemenin teknolojik dizisini oluştururuz.
Makine, C - - özel bir P - basılması, U - kova, A - P, Otomatik ve yarı otomatik - manuel M: - spesiyalleriyle (ekipman çeşitli çalışmalarını yürütmek için bir yol uzmanlık) Aşağıdaki notasyonu uygulayın.
Öngörülen akış için ürün işlemenin teknolojik dizisi Tablo 9'da verilmiştir.
Tablo 9 - Erkekler için teknolojik işlem sırası
pamuklu kumaştan B model gömlekler
| Bölünmez operasyonun adı | uzmanlık | kategori | Zaman normu, s | Ekipmanlar, aksesuarlar |
| 1. Kesimi başlatın | P | 2 | 29 | |
| Hasat işlemleri | ||||
| Ceplerin işlenmesi | ||||
| Ceplerin üst bölümleri 2.Collect | C | 2 | 7 | MO-816 "Juki" |
| 3.Zhutüzanlı cepler | içinde | 2 | 19 | Elektrik demir |
| Cepler 4. Oyalamak düğmeleri | bir | 3 | 9 | 3306 "Pfaff" |
| Vana taşıma | ||||
| 5. Katlamadaki kapaklara basın | içinde | 3 | 45 | Elektrik demir |
| 6. vanalar üzerinde Provozhit dikiş | M | 3 | 21 | 481-731 "Pfaff" |
| 7. Menteşeleri valflerin üzerine süpürün | bir | 3 | 11 | 3116 "Pfaff" |
| Rafın işlenmesi | ||||
| 8. rafın coquette şablonları tarafından kapatın | içinde | 2 | 43 | Elektrik demir |
| Rafları taşıma | ||||
| 9. Doğru rafı boşaltın | C | 2 | 19 | MO-816 "Juki" |
| 10.Postleyet çubuğundaki conta | içinde | 3 | 42 | Elektrik demir |
| 11. Çubuğu sol rafa yerleştirin ve ayarlayın | M | 4 | 52 | 830-103 "Necca" |
| 12. çubuğunu ayarlayın | içinde | 3 | 54 | Elektrik demir |
| 13. rafta 5 döngüler gönderin | bir | 3 | 31 | 3116 "Pfaff" |
| 14. Cepleri rafa yerleştirin | M | 3 | 60 | 481-731 "Pfaff" |
| Doğru raf üzerinde 15.Ustrochit coquette | M | 3 | 48 | 481-731 "Pfaff" |
| 16. kol deliği ve omuz üzerinde coquette düzeltin | M | 3 | 35 | 5487 Pfaff |
| Rafın kokteyli üzerinde 17.Pischit düğmeleri | bir | 3 | 16 | 3306 "Pfaff" |
| 18.Vanaları ayarlayın | M | 3 | 45 | 481-731 "Pfaff" |
| Arkalık tedavisi | ||||
| 19. arkaya bir coquette | M | 3 | 41 | 487-706 / 82 "Pfaff" |
| Yaka tedavisi | ||||
| 20. Prikleit conta bileziğe | içinde | 3 | 15 | Elektrik demir |
| 21. Alt yaka üst kısmının çıkarılması | bir | 4 | 56 | 5487 Pfaff |
| 22. Köşeleri düzleştirerek, bileziği çıkarın | P | 1 | 32 | kazık |
| 23. Tasmayı dene | içinde | 4 | 39 | Elektrik demir |
| 24. alt ve üst standı yaka ile kaldır | M | 4 | 25 | 830-103 "Necca" |
| 25. rafı tekrarlayın | P | 1 | 30 | kazık |
| 26. Rafa basın | içinde | 4 | 39 | Elektrik demir |
| 27.Tırma dikişini manşon boyunca ve gerginin dönme çizgisini hizalayın | M | 4 | 62 | 830-103 "Necca" |
| 28. Halkayı halka standın üzerinde kaldırın | bir | 3 | 12 | 3116 "Pfaff" |
| Hortum işleme | ||||
| 29.Kolun üst kısmını kapatın ve sıkın | M | 3 | 33 | 830-103 "Necca" |
| 30. Çubuğu manşonun altına ayarlamak için | M | 3 | 40 | 830-103 "Necca" |
| 31.Kolun altını yukarı doğru | M | 3 | 42 | 830-103 "Necca" |
| Kelepçelerin tedavisi | ||||
| 32. Prikleit manşet contası | içinde | 3 | 32 | Elektrik demir |
| 33. Manşetlerin yanlarını silin | M | 3 | 36 | 5487 Pfaff |
| 34.Kelleri temizleyin ve düzeltin | P | 3 | 19 | kazık |
| Kelepçeler üzerinde 35.Proozhit trim | M | 3 | 50 | 830-103 "Necca" |
| 36.Kutulardaki menteşeleri toplayın | bir | 3 | 19 | 3116 "Pfaff" |
| Montaj işlemleri | ||||
| 37.Daha detaylı bilgi verin ve derleme içerisinde çalıştırın | P |
3 | 18 | |
| 38. Dikişli omuz dikişleri | C | 3 | 33 | 551/065 "Brother" |
| 39. Tasma dikişi | M | 4 | 63 | 481-731 "Pfaff" |
| 40. Yakayu yırtın | M | 4 | 60 | 563 Pfaff |
| 41. Kolları dikmek | C | 3 | 58 | 29/18 "Rimoldi" |
| 42.Tişörtün yan dikişlerini ve kılıfların alt dikişlerini başlayıp, markalı bandı yerleştirerek | 3 | 58 | 29/18 "Rimoldi" | |
| 43 Ürünün altını kullan | M | 3 | 61 | 481-731 "Pfaff" |
| Kelepçeleri yerleştir | M | 4 | 95 | 830-103 "Necca" |
| 45. Bağlantının ikinci düğmesinin yerini işaretleyin | P |
2 | 7 | Tebeşir, temal |
| 46. Düğmeleri dikmek için | bir | 3 | 45 | 3306 "Pfaff" |
| dekorasyon | ||||
| 47. Kolluları Genişlet | P | 1 | 8 | |
| 48. Ürünü tanıyın | P | 2 | 14 | fırça |
| 49. Final DTÖ | P | 4 | 143 | Buharlı hava mankeni "Makley" |
| 50. Bitmiş ürünü tamamlayın | P | 3 | 16 | |
| TOPLAM: | 1867 |
5. Seçme, akış türünün gerekçelendirilmesi ve ön hesaplanması
Öngörülen akış için, yeni bir modern organizasyon şekli tavsiye edilir: tek bölümlü, kesit agregası grubu akışı. Böyle bir akış esnek olmalı ve 450 U / cm'ye kadar üretilmelidir. rekabetçi ürünler.
Bu akış çıkarılmaz, merkezi bir fırlatma ile bir patlama başlangıcı vardır. Modellerde çalıştırın - sıralı.
karmaşıklığı, işçi sayısı, mekanizasyon katsayısı ortalama boşaltma çalışanlar ve diğer kişiler: Seçilen akış şekilde yüksek teknik ve ekonomik göstergelerin bir akım elde etmek için sağlamalıdır.
Dikiş akışının ön hesabı.
iş sürecinin karmaşıklığı bir ön hesaplama için () işlem dizisinin kullanılır, beş günlük bir çalışma süresine göre vardiya () süresi - 29520 s, çalışan başına hijyenik standart alanı () ve akış kapasitesi. Akışın gücü, vardiyada üretilen işçi sayısı () veya ürün () sayısına göre belirlenebilir. Akış çevrimi saniye cinsinden hesaplanır.
Flow (), bir kuruluş işleminin zamanıdır; veya akış tek bir üründe gider sonra zamandır.
akış çalışma döngüsünün bir önceden belirlenmiş sayıda formüle hesaplanabilir zaman
ve böylece .................
İlgili Makaleler